This paper was first presented at GPD 2025.
Link to the full GPD 2025 conference book: GPD_2025_ConferenceProceedingsBook.pdf

Author: Hiss Stefan - Kuraray Europe GmbH, Germany
Abstract
Laminated safety glass has commonly been used for many years in bullet resistant, transparent architectural and automotive applications. For armored vehicles, the combination of glass and plastic glazing sheet material represents the majority of the market due to the advantage in weight reduction of the plastic glazing sheet material in comparison with glass. However, the interlayer industry developed over recent years more advanced and specialized solutions. This paper provides the basics of ballistic testing, threat and classification levels and gives an overview about the major test standards. In addition, it explains the systematic approach to develop a better understanding of the ballistic function and meaning of each component within laminated safety glass. Different interlayer types and materials have been investigated with regards to their capability for ballistics. Furthermore, optimal material usage has been studied to provide guidance for the further optimization of laminated safety glass constructions. Overall, the paper summarizes key learnings as outcome from far more than a couple of dozen tests on laminated safety glass as well as on “pure” interlayers, performed at a wellestablished third-party lab, specialized in ballistic testing.
Article Information
- Published by Glass Performance Days, on behalf of the author(s)
- Published as part of the Glass Performance Days Conference Proceedings, June 2025
- Editors: Jan Belis, Christian Louter & Marko Mökkönen
- This work is licensed under a Creative Commons Attribution 4.0 International (CC BY 4.0) license.
- Copyright © 2025 with the author(s)
1. Introduction
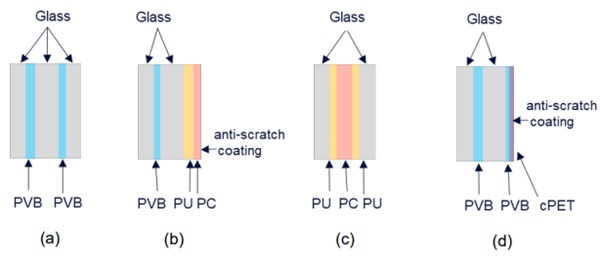
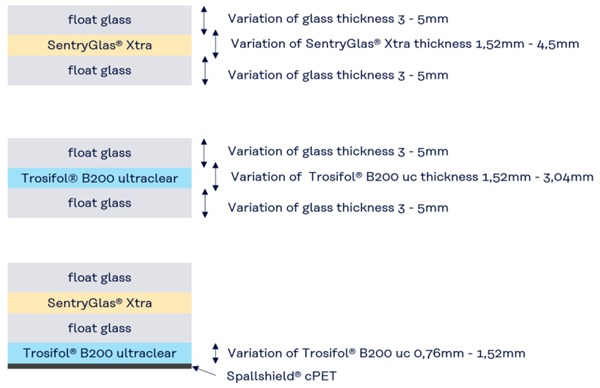
Bullet resistant glass, often called transparent armoured glass in the automotive industry, is a multilayered laminate, which consists typically of different components, which can be for example, glass panes, transparent ceramic, acrylic, interlayers, plastic glazing sheet material in various different combinations and positioning, depending on the targeted protection level. Within each material group there are different options as well. The glass itself can vary in chemical composition which results in a difference in density and hardness. Plastic glazing material can either be used as an exposed antispall layer of a bullet resistant laminate or embedded within a multi-layered laminate. As interlayer material, polyvinylbutyral (PVB), polyurethane (PU) or ionomers are commonly used. They can vary in their chemistry, stiffness, viscoelastic properties as well as adhesion to glass and other materials, but interlayers itself can also provide different levels of ballistic resistance as shown and explained in the following paper. All material components used have to be compatible with each other. Figure 1 shows possible material combinations for bullet resistant laminates.
2. Ballistic tests with interlayer materials only
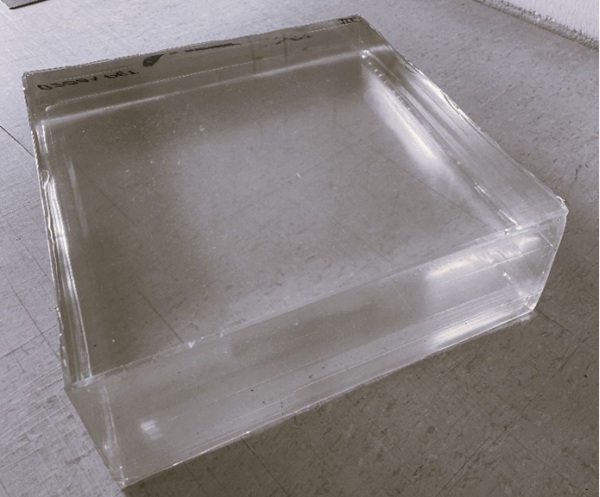
The percentage share of an interlayer as part of a multi-layered laminate can range from a very small percentage up to more than 30%. That was the motivation to have a deeper look into the ballistic resistance of the interlayer itself. Therefore, we prepared interlayer blocks with regular PVB film as well as with our ionoplast interlayer consisting of approximately 150 sheets, each 0,76mm thick, stacked together to form one big interlayer block, approximately 300mm x 300mm in size and minimum 110mm thick (figure 2).
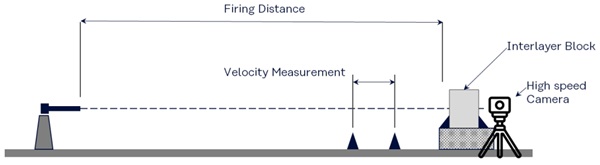
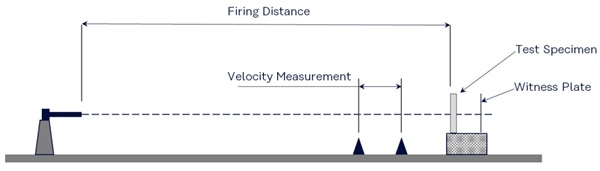
We used a conventional test set-up as described in the most common ballistic test standards. We only modified the installation frame by a sub-construction, which allowed us to fix the interlayer blocks as well as using the high-speed camera from the side view to be able to determine the depth of penetration (DoP) for the projectile (figure 3).
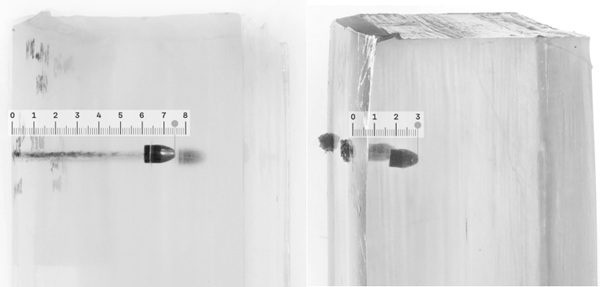
The depth of penetration test results allows the comparison of different interlayers with regards to their penetration resistance. For our first ballistic test series, we started with a 9mm Luger ammunition with a target bullet velocity of 420 m/s. The photo (figure 4) shows the significant difference in DoP as comparison for regular PVB and our ionoplast interlayer.
The interesting results led to the follow-up question, how about other projectile types? Does our initial test show a general tendency? Therefore, we decided to extend our ballistic test series to additional ammunition types. For practical reasons, mainly with regards to the preparation of the interlayer blocks and the required total thickness, we had to limit the test series to small caliber ammunition with a maximum impact energy of around 1500 Joule. As orientation, we reviewed the major international ballistic test standards and identified 0.22 L.R, 9mm Luger, 0.357 Magnum and 0.44 Magnum as common consensus ammunition. To ensure the best possible consistency between different projectile types and test results, it is essential to control and keep the testing temperature stable. That is the background for why we included the 9mm Luger once more in the new tests series together with the new projectile types 0.22 L.R., 0.357 Magnum and 0.44 Magnum. The classification levels of EN 1063 Glass in building - security glazing - testing and classification of resistance against bullet attack, BR1, BR3 and BR4 have been used to define the bullet velocities for the new bullet types, while the bullet velocity for 9mm Luger is based on the test guideline VPAM-APR General Basics of Ballistic Material, Design, and Product Tests issued by the Association of Test Laboratories for Attack Resistant Materials and Constructions (VPAM). The bar graph below (figure 5) shows the summary of the DoP for all projectile types. For all of them, SentryGlas Xtra® shows a significant lower DoP in comparison to our regular PVB grade, Trosifol® B200.
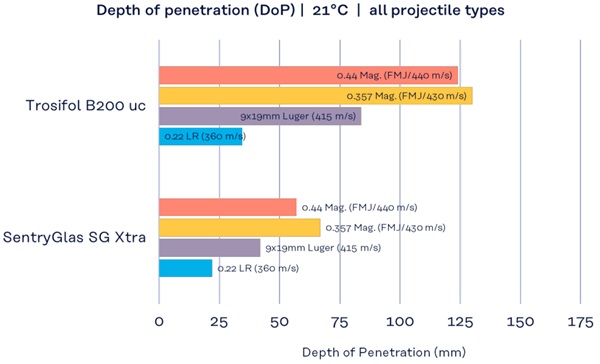
The results confirm the common knowledge that the DoP for polymers and a lot other materials do not only depend on the impact energy of the projectile, but rather depends on the energy density. The energy density is defined as impact energy divided by the cross section of the projectile. If we look to the projectile type 0.357 Magnum with a velocity of 430 m/s, this results roughly in an impact energy of 950 Joule. If we compare the impact energy with the 0.44 Magnum projectile at 440m/s bullet velocity, we get around 1500 Joule as impact energy. By using only the impact energy to compare both bullet types, one would expect a significant higher DoP for 0.44 magnum in comparison to 0.357 Magnum, but we observed similar numbers in our ballistic tests. This is something which can be explained by the energy density. Both projectile types have a similar energy density around 15 Joule/mm².
As final aspect for the ballistic interlayer block tests, we used different bullet material compositions. Especially for 0.44 Magnum, one can find several material compositions in different ballistic test standards. Although the shape and mass of the projectiles are identical, the behaviour after impact can differ significantly (figure 6). The FMJ projectile is embedded in the interlayer as undamaged and undeformed projectile while the JSP projectile is totally deformed with a sphere in front. Although the projectile will not hit the interlayer at first in “real” ballistic tests with bullet resistant glazing units, it is only natural that the bullet material composition can also influence the failure mechanism with laminates.

3. Ballistic tests with laminated safety glass
As follow-up, the question was raised, how about the influence of the interlayer material in ballistic tests with laminated safety glass? Does the interlayer affects the final results in a similar and measurable way? Therefore, we carried out an additional ballistic test series with the goal to check if one can reduce the weight or overall thickness for a laminate by using an ionoplast instead of PVB as interlayer. The test set up, as described below has been used. A thin aluminium foil behind the test specimen acts as a witness plate. Little perforations in the aluminium foil provide the evidence of spall (S) or non-spall (NS). According to the European test standard the distance between aluminium foil and test specimens is defined as 500mm but can vary among the different test standards.
At first, we used a standard laminate with two glass panes and the interlayer section in between. Within the test series, we varied the glass thickness on both sides, always symmetric, and the interlayer thickness until failure (figure 8). Always three identical samples per laminate construction have been tested. For the beginning we used the lowest classification level BR1 S (spall) according to EN 1063.
The graph below shows the thinnest laminate per interlayer type, where we successfully passed with all 3 identical samples. Interestingly, we could already see a similar tendency as we have seen in the interlayer blocks (DoP) with SentryGlas® showing an advantage over PVB with regards to the ballistic resistance. After having identified the optimum laminate construction for spall classification, we checked if we can just add PVB with Spallshield® cPET (hard coated PET film) to achieve NS nonspall classification (figure 9). The left y-axis indicates the total laminate thickness while the right y-axis the laminate weight per square meter.
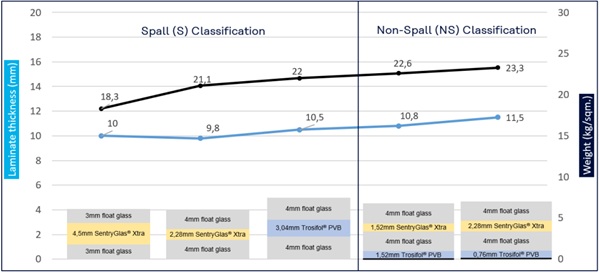
The optimized (S) laminate construction with SentryGlas Xtra® could be transferred into a non-spall classification by just adding either 0,76mm or 1,52mm Trosifol® PVB and Trosifol® Spallshield® cPET. The impact energy for BR1 around 170 Joule is relatively low. Therefore, we did a similar study for BR3 S and NS classification level (EN1063). The impact energy for BR3 is approximately 950 Joule, and is already multiple times higher versus BR1. This time, we just varied the glass thickness and kept the interlayer thickness the same to simplify the variables.
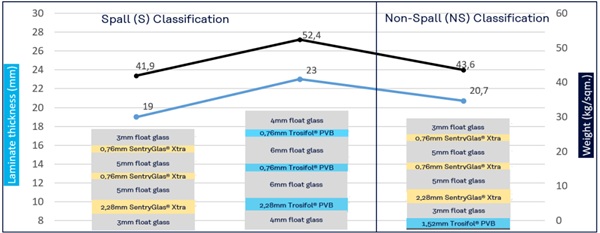
The BR3 test series confirmed once more the previous test results and underlines the higher ballistic resistance of SentryGlas® versus regular PVB. The difference in weight and thickness reduction became even more significant. To complete the comparison between both interlayer materials, we have tested our Ionoplast based BR4 NS laminate against an identical laminate, just with PVB instead of SentryGlas Xtra®.
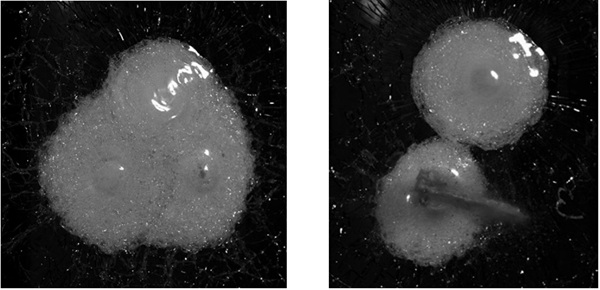
The results are shown on the high-speed camera photos above (figure 11). The Ionoplast based laminate (left photo) passed BR4 NS classification and shows only on the rear side a bulge-like deformation of the Trosifol® Spallshield® cPET layer. The identical sample with Trosifol® PVB passed the first shot but failed the second and third shot. The photo shows the penetration after the second shot.
4. Ballistic resistance as function of layer numbers
The next area of interest was the focus on the material distribution/number of layers. Is it an advantage to have only a few thick layers or multiple thinner layers of glass as well as interlayer? For that reason, we defined the different laminate constructions as shown below (figure 12). The total amount of glass and PVB was always the same, just the distribution of the material to the number of layers changed. In total always 24mm nominal glass thickness and 4,56mm nominal PVB thickness. The design of the rear glass with 1,52mm PVB and Trosifol® Spallshield® cPET kept the same for all laminates. As threat level, we used EN 1063 BR4 NS, 0.44 Magnum, 440m/s.
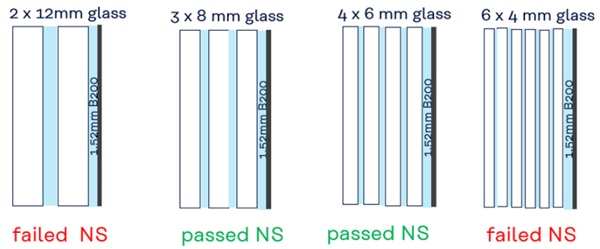
Interestingly, the laminates with 2x12mm failed. The fracture pattern is much coarser. As for spall, we observed big, sharp, and high energetic glass pieces which could penetrate easily the anti-spall layer on the rear glass. The fracture pattern for the laminate with the 4mm glass panes is much finer but the laminate could not stop the projectile (figure 13) . The other 2 laminates with 3x8mm and 4x6mm glass however passed safely.

5. The beneficial use of anti-spall layers in ballistic applications
As final investigation area, we focused on the comparison of an all-glass laminate versus a laminate with Trosifol® Spallshield® cPET to achieve BR4 NS classification. The number of glass layers has been used as performance indication. Therefore, we used a systematic approach to design bullet resistant laminates according to the methodology described below (figure 14). We always added one more layer of 0,76mm PVB film and a 6mm annealed glass pane until we passed BR4 NS. The laminate with 3 layers of 6mm glass and anti-spall layer performed borderline while the laminate with 4 layers of 6mm glass passed very safely.
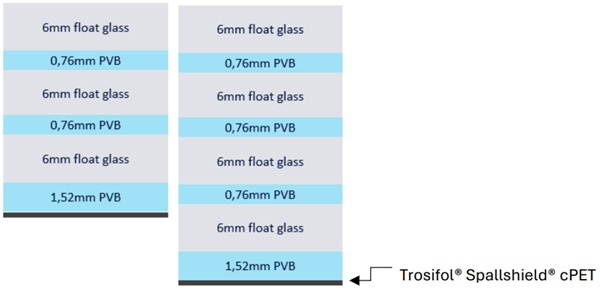
Afterwards we used the same approach to design all-glass laminates (figure 15).
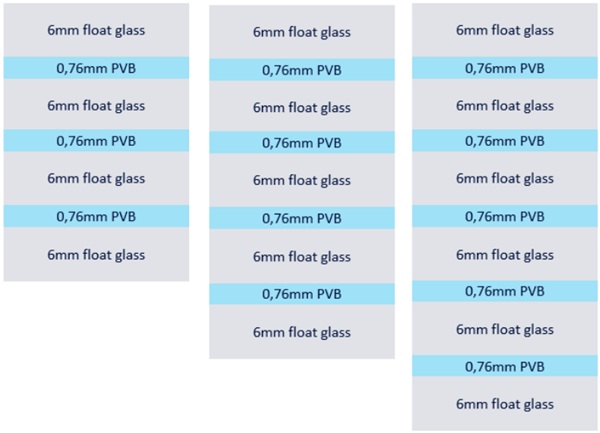
As result, we found out that even the laminate with 6 layers of 6mm glass failed the NS classification although it is about 12mm thicker and 30 kg/m2 heavier (figure 15). The result was not even close to success. Therefore, it can be assumed that the all-glass laminate would require even more layers. It is also known that an increased interlayer thickness acts beneficial to the ballistic resistance.
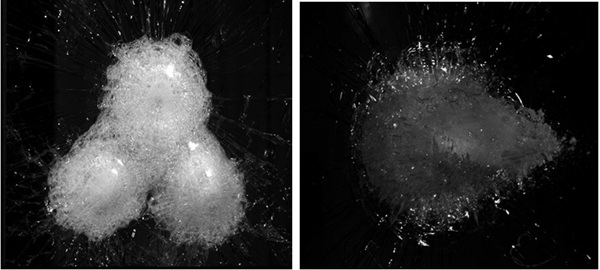
The laminate with 4x6mm glass panes and Trosifol® Spallshield® cPET successfully passed all 3 shots (Fig. 16, left) and only shows the typically bulge-like deformation on the rear side. The all-glass laminate, even with 6x6mm glass panes, failed the first shot. The photo (Fig. 16, right) shows the spall on the rear side after the first shot.
6. Summary
The ballistic studies revealed that each and every single component in a bullet resistant laminate has its role and function which needs to be considered for optimizing the laminate thickness and weight. The glass thickness itself, including the sequence of the glass panes, play a role as well as the choice of interlayer. Furthermore a well-functioning spallshield can significantly reduce the overall thickness and weight of a bullet resistant laminate.