Architectural Glass Laminating Guide - Part 6
By Luc Moeyersons
To laminate one needs temperature, pressure and time. If the available pressure is low (lower than 1 bar — vacuum inside of the bag and ambient pressure outside), time can be used to compensate the lack of higher pressure.
Optical quality does not pass the automotive stringent quality requirements but fits the architectural ones. Due to the longer processing time (inside the vacuum bags/rings) the productivity is low and manpower intensive but also the investment is on the low side.
Non-autoclave processes need vacuum (rings or bags).
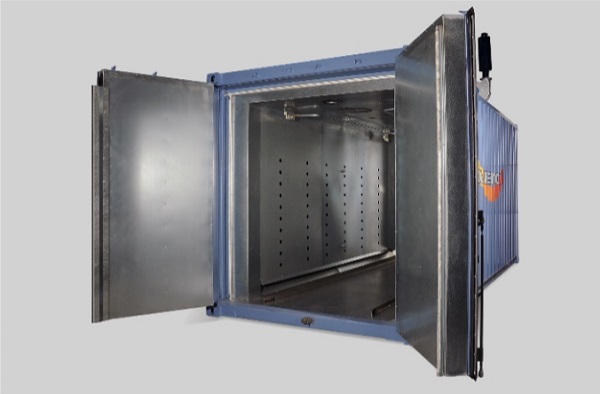
“Hot Boxes” are used to laminate without autoclave.
One could divide these into 2 systems: vertical and horizontal.
Vertical Hot boxes:
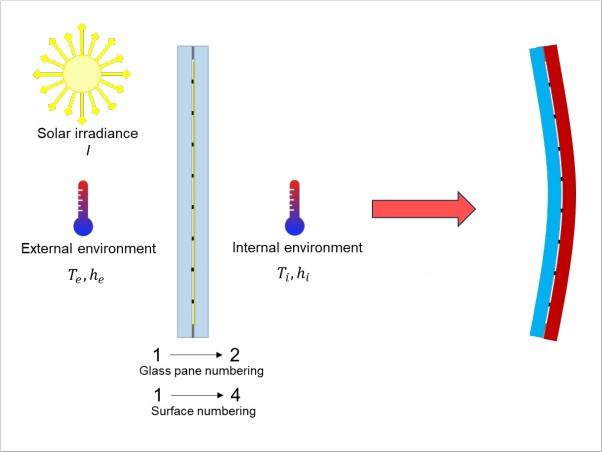
Laminates are equipped with vacuum rings (or also inside vacuum bags (made out of Nylon or Silicone) and installed vertically in an oven. This is especially done with bent glass or glass sizes exceeding the horizontal laminating trays.
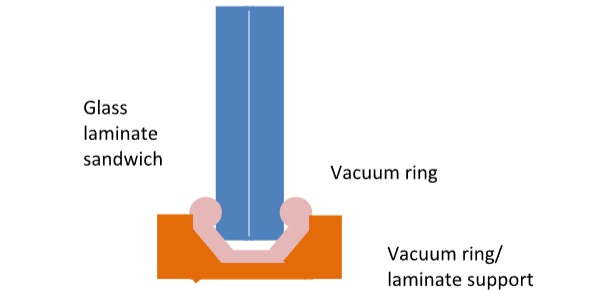
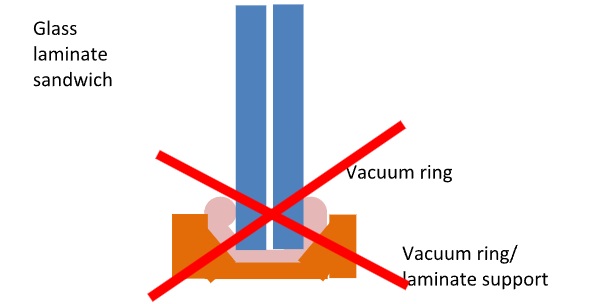
Weak point is the support of the laminate within the vacuum ring.
Air flow is often blocked and edge defects can be noticed (support needs to fit the vacuum ring shape + laminate inside)
Suppliers of vacuum rings
Ayrox
Sigma Polymer group
Softex Industrial products
Trelleborg
Xinology
Horizontal vacuum ovens.
Here horizontal metal drawers are installed in the oven.

Vacuum bags (or silicone sheets) are installed on these metal drawers.
Due to the thickness/stiffness of the vacuum bag material (silicone sheets) some additional pressure on the edges is exerted, creating edge pinching with potential edge defects formation as a consequence.
Glass is slightly squeezed/bent at the edges during the vacuum/heating session. When the vacuum is removed from the bags, at the end of the process cycle (especially when PVB is still hot), the glass comes back to its original shape/position, sucking ambient air into the edges.
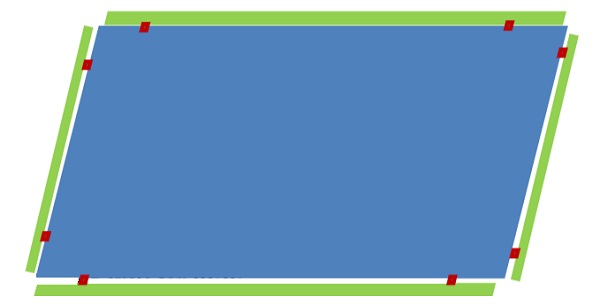
One can try to reduce the time at maximum temperature or reduce the temperature (needs to be minimum 125 °C). Another way to prevent this is with a (metal) frame that is put around the laminate (at some cm from the glass edge). The frame should have the same thickness as the laminate (or thicker) in order to take the pressure exerted by the vacuum bag.
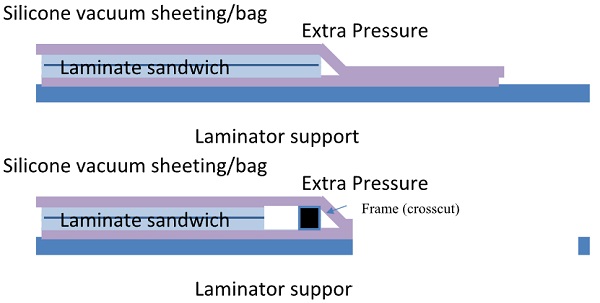
The frame should be placed at app. 1 cm away from the glass edge (with little blocks to ensure the distance between frame and glass stays, once vacuum is applied.). At the laminate corners there should stay a little opening between the frame components to allow continuous evacuation of air from the laminate-sandwich.
Laminating cycle for PVB:
Cold vacuum should be applied (temperature preferably around 20 degrees C).
Time of cold de-airing: 30 minutes per square meter of laminate surface up to 3 hours maximum cycle.
Increase oven temperature to 75 °C (in 30 minutes).
This limitation in temperature increase is to avoid risk for premature edge sealing (through too fast heating).
Then one increases the temperature till 125 °C in 30 minutes.
Once 125 °C has reached, maintain 125 °C for 3 hours maximum (3 to 16 mm glass), to reach uniform glass and PVB temperature.
Cool down with vacuum still on till 40 °C, then the vacuum can be released.
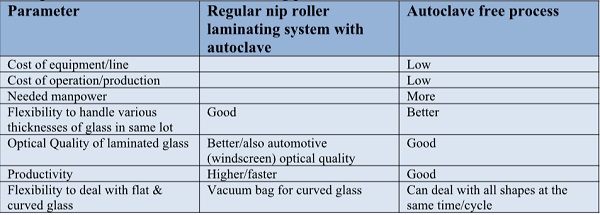
Comparison to autoclave PVB laminating process
Laminating cycle for EVA:
Cold vacuum should be applied (temperature preferably around 20 degrees C).
Time of cold de-airing: 30 minutes per square meter of laminate surface.
Increase oven temperature to 85 °C in 30 minutes.
This heating step is divided into 2 parts in order to avoid premature edge sealing.
Then one increases the temperature till 135 °C in 30 minutes.
Once 135 °C has reached, maintain 135 °C for 3 hour (3 to 16 mm glass).
Cool down with vacuum still on till 40 °C, then the vacuum can be released.