Architectural Glass Laminating Guide - Part 1
By Luc Moeyersons
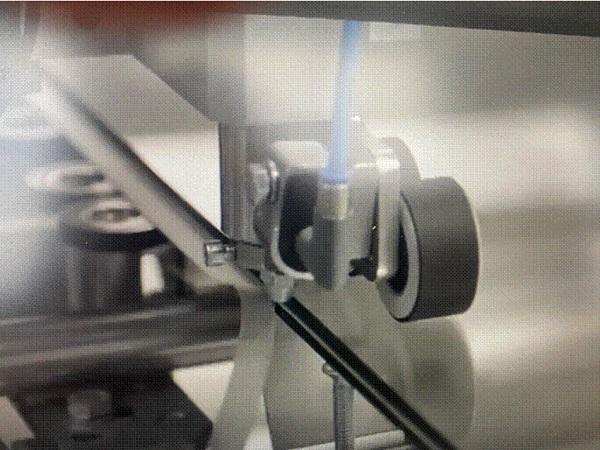
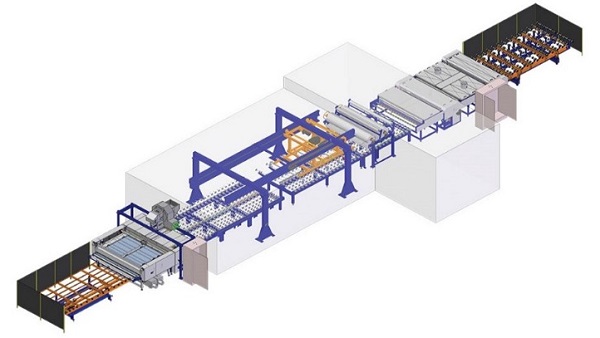
Nip Roller system
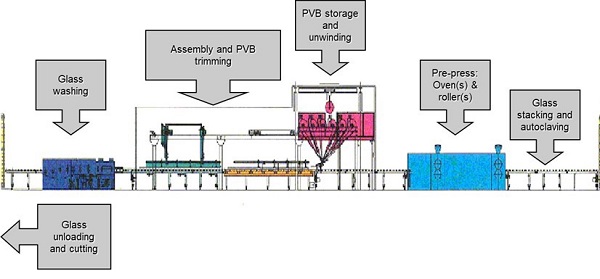
The lamination trough nip roller process, contains many different steps. At each step attention to quality/process is needed in order to obtain a perfect laminated glass.
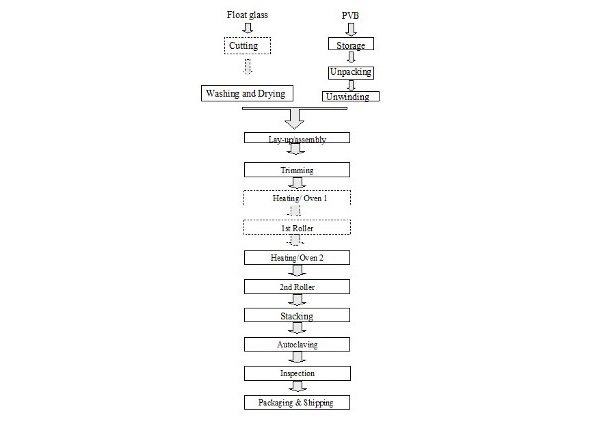




Each step in the process can affect the quality of the final laminated glass and/or PVB performance.
Nip roller laminating lines can be used to produce 50 000 Square meters of laminated glass per year, up to 6 000 000 square meters (with a laminating name plate capacity of more than 12 000 000 square meters).
One can understand that there are various levels of sophistication /automatization.
1. Preparation of the glass
Glass is unloaded/laid down on the lamination line/table, can be cut to the right dimension, is washed and dried.
Types of glass:
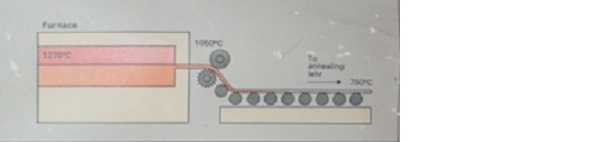
“Float” glass
Also known as annealed glass. The glass is cooled in a controlled way ensuring a minimum on residual stress in the glass
Heat treated glass
The glass has been heated up to 700 degrees C (exceeding Glass transition temperature) and cooled rapidly in order to create a glass skin in compression and the inner glass body under expansion.

The cooling rate defines the product
- Heat Strengthened: the glass is approximately 3 to 4 times “stronger’ than annealed or float glass.
- Tempered: The glass is approximately 5 to 6 times “stronger” than annealed or float glass
- Realize that an impact with a sharp object can create glass breakage (in myriad of “glass crumbles”).
Pattern glass
The molten glass passes over an “embossing drum”, imprinting a repetitive pattern in the glass surface. This imprint can have different depths and is still slightly felt on the opposite side of the embossed surface.
Coated glass
- Pyrolitic (hard) — On the float line, Infra-Red reflecting chemicals are applied on the top surface of the float glass when still hot. As a consequence, the chemicals are slightly embedded into the glass surface. This creates a protection to the IR reflective chemicals but also reduces somewhat the IR reflection.
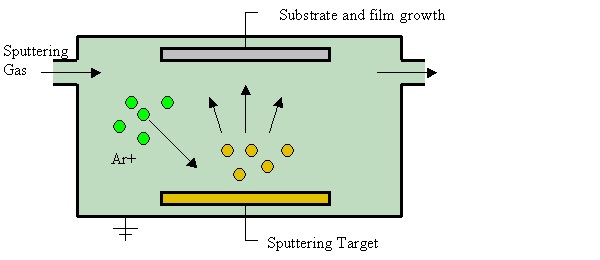
- Sputtered (soft) — Offline. Under vacuum, metal ions are deposited on one glass surface. Especially “noble” metal ions/molecules are reflecting the IR radiation. In order to make the coating more efficient various layers of the “noble” metal ions are applied, separated by different metal oxides. Metal oxides/nitrides are also used as “glass-primer” and protective coating for the noble metal.
- Often coated glass is “edge-deleted” (coating removed mechanically) so that PVB would protect the coating (coating inside in contact to PVB) from oxidation by ambient air/moisture.
Sizes of glass
European Float line width: 321cm
- PLF (“Plein Ligne Float”) (lamination width = 321cm; length: 6 meter or at least larger than 321 cm),
- DLF (“Demi Ligne Float”) (lamination length = 321cm; width: less than 321 cm))
- SSS (UK)= “standard stock size”
- Custom made sizes
Unloading of glass
Glass is delivered in packs, installed on a frame, under an angle from 3 to 7 degrees to vertical. Due to the weight , the air would be squeezed out between the glass lites, making them “stick” to one another when attempting to lift/remove from the pack.
Therefor powder is applied on the glass surface prior to stacking them together. This “separating” powder is often “Lucite®” acrylic powder (sometimes also finely ground coconut powder).
These powders are often mixed with adipic acid, in order to create an acid environment. When water through capillary actions is penetrating in between the glasses it can potentially etch the glass surfaces. A basic environment is facilitating glass etching (acid environment reduces the risk).
Unloading systems:
- Robot unloading system.
- Manual with vacuum cups frame on crane
- Manual
- Free fall
The glass lite, standing almost vertically, is pushed over. Due to the glass table flatness (covered with felt) without any deviation from this flatness (contamination. glass fragments,…) when falling, the glass creates an air cushion (between glass and table surface) ensuring the glass does not break. (an interesting experience to witness, if you’re not informed up front).
Preparing for the right glass size
When the glass does not have the right size, it is initially scored and then broken out.
This breakage happens manually, pneumatically or (recently I did not see this anymore) with gas flames pointing to the score marks, breaking at the score marks due to glass expansion (under heat).
Washing of the glass

In order to remove dirt, contamination. cutting oil traces,…, glass is washed.
The washing can be done by regular tap water, provided the rinsing step is happening with demineralized or softened water.
When washing with 50 degrees C water, one obtains a similar glass surface wetting (surface tension) as with a detergent at 20 degrees C. So the wash water temperature can interfere with glass cleanliness and as a consequence adhesion. To avoid interference with adhesion control, one should avoid using detergents.
The water-hardness should be identical/constant throughout the year.
If one controls the water hardness below 20 Micro Siemens and suddenly this setting changes to 100 Micro Siemens (set as alarm to replace/renew the unit) , this means that about 5 times (the correlation is not that linear) more ions are available to interfere with the adhesion.
Also a lot of attention should be paid to the drying method (air jets), since water will interfere with the hydrogen bonding (= adhesion).
The recommended glass temperature after washing and drying is 20° C.
The recommended maximum glass temperature (after washing and drying, available to receive the film of PVB) is 30° C.
At this temperature the PVB does not stick yet too much to the glass, to allow removal of wrinkles, folds,… .
Coated Glass
When coated glass is laminated, it is advised to check compatibility of PVB with the coating. Most PVB producers have programs to evaluate this phenomenon. This is (most of the time) evaluated under temperature and UV radiation.
If coated glass is used, one also need to pay attention to the (IR) oven settings.
The heating (IR) waves will be reflected by the glass and will not fully reach the PVB layer. This can be taken care of by changing the heating (top versus bottom) if available on the laminating line.
- Coating to the top: 60 % of the full radiation heating.
- Bottom: 90 % of radiation heating potential.
More details on oven settings will follow in that section.
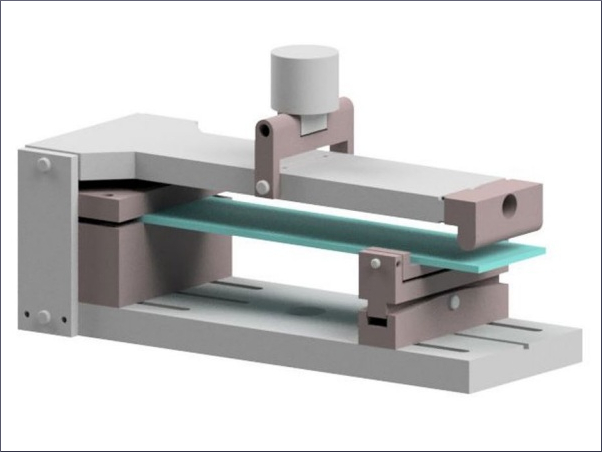
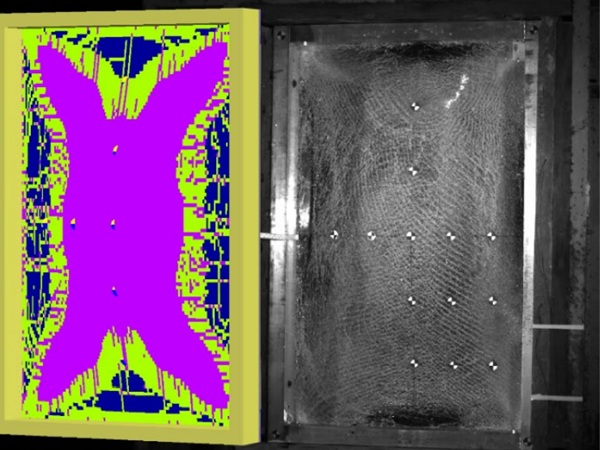
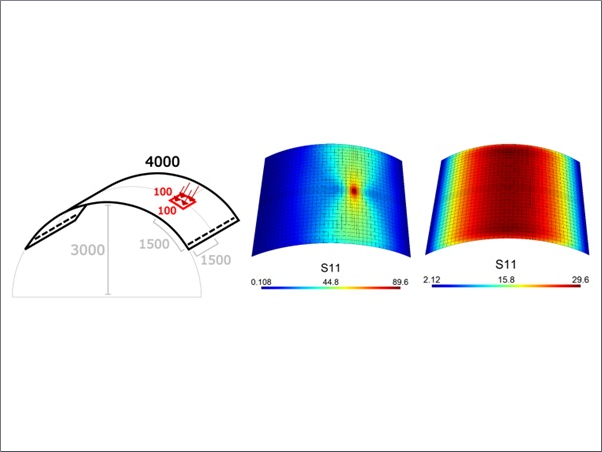
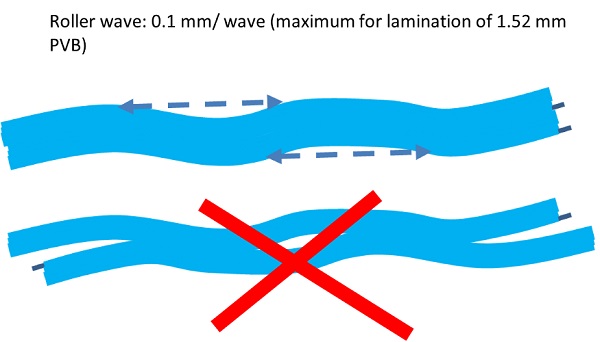
If heat treated glass (tempered or heat strengthened) is used one needs to take into account the roller-wave and edge-curl phenomenon. These deviations from full planimetric glass might create laminating defects.
The advisable maximum roller-wave (and edge-curl) is 0.1 mm /roller-wave when using 1.52 mm thick PVB (versus an “acceptable” limit of 0.3 mm/roller wave for not laminated heat treated glass (more related to optics). Planimetric issues can be reduced by laminating both glasses in the same orientation (and using 1.52 mm PVB).
All pictures in this document are shown with reference to the source of the picture.
If the info is wrong, please contact author with correct info for document correction.