Author: Luc Moeyersons
Thanks to Francis Serruys for proofreading
This information corresponds to our current knowledge on this subject. It is offered solely to provide possible suggestions for your own experimentations. It is not intended, however, to substitute for any testing you may need to conduct to determine for yourself the suitability of our advice for your particular purposes.
This information may be subject to revision as new knowledge and experience become available. Since we cannot anticipate all variations in actual end-use conditions, LAMI-Solutions makes no warranties and assumes no liability in connection with any use of this information.
Nothing in this publication is to be considered as a license to operate under or a recommendation to infringe any patent right.
TABLE OF CONTENTS
1. Introduction
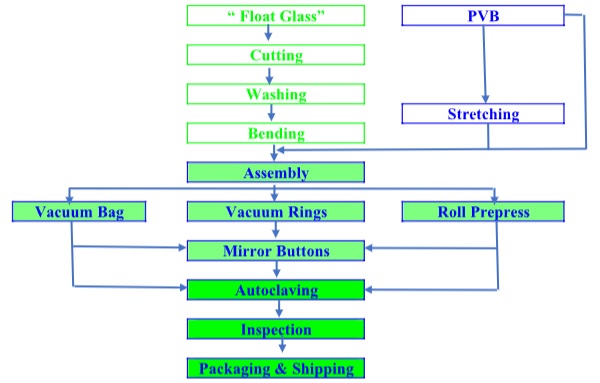
1.1. Stages of production
1.2. Comments
2. Preparation of glass
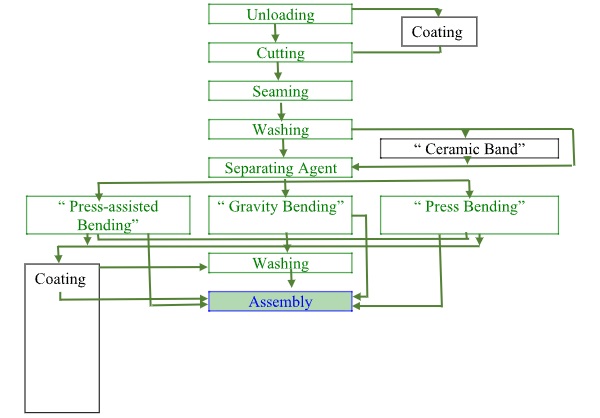
2.1. Stages of production
2.2. The glass
2.3. Unloading the glass
2.4. Cutting the glass
2.5. Breaking out of the glass
2.6. Seaming
2.7. Washing
2.8. Separating Agent
2.9. Ceramic band
2.10. Coated glass
3. Bending the glass
3.1. Sag bending
3.2. Press bending
3.3. Press assisted bending
4. PVB Preparation
4.1. Stages of preparation
4.2. Interleaved – Refrigerated
4.3. Packaging
4.4. Unwinding the roll
4.5. Adhesion & Moisture control
4.6. Stretching
5. Assembly
5.1. Preparation of glass
5.2. Assembly room
6. Prepressing
6.1. A look at different processes
6.2. vacuum ring process
6.3. vacuum bag process
6.4. Roller process
6.5. Ovens in use
6.6. Edge sealants
6.7. Use of clips
6.8. Windscreen stacking
7. Autoclaving
7.1. A look at different autoclaves
7.2. The purpose of autoclaving
7.3. Operational parameters
7.4. Risk of volatiles evaporation & autoclave fires
7.5. The ideal “practical” autoclave cycle
7.6. Possible autoclave cycle improvements
7.7. Recommended precautions
8. Windscreen finishing
8.1.Encapsulation
8.2.Trimming of excess PVB
9. Inspection
9.1. Defects in the glass
9.2. Defects in the PVB
9.3. Defects in the laminated glass
9.4. the shape of the windscreen
9.5. Laboratory testing
10. Lamination Defects
10.1 Bubbles
10.2. Bubbles: Rule of thumb on root cause
10.3 Delamination
1. Introduction
1.1. Stages of production
1.2. Comments
Every step in these stages can affect the quality at car assembly.
Every step can affect the PVB performance.
PVB, without glass or lamination, is useless.
Plant capacity:
Between 5 and 15 000 windscreens per day
From very simple to very sophisticated.
2. Preparation of glass
2.1. Stages of production
2.2. The glass
Float glass is used because of its optical quality (and availability).
Besides of contamination of the glass, one should also pay attention to tin-spots (on the air side of the float glass - droplets tin falling on the glass from the ceiling of the tin-bath-cover).
2.3. Unloading the glass
Separating agents are used to keep the glass plates from “sticking” to one another (vacuum between glass plates)
(Coconut powder, Lucite ® ,..,).
Most of the time, unloading robots (equipped with vacuum caps) are used.
Sometimes “free fall” is used (the glass plate is pushed over from vertical and drops on the cutting table, creating an aircushion (higher air pressure), that is moving out ensuring the glass does not break (at least when no foreign (hard) products on the felt cover of the cutting table).
Jumbo size glass can be used as well as “primitives” (rectangular glass where the windscreen shape fits in).
2.4. Cutting the glass
Using a template
Using XY cutting table(s)
Remember that the radius of curvature of the outer glass is slightly larger (thickness of inner glass – mm) than the radius of the inner glass.
Glass lites are different in dimension (when flat – outer glass slightly longer than inner glass))
2.5. Breaking out of the glass
Pneumatically:
After scoring of the shape per individual glass, the scored glass breaks under pneumatic pressure difference (inside versus outside of W/S shape).
Using gas flames (difference in glass thermal expansion):
Due to the thermal expansion, the glass breaks along the score mark made by the diamond wheel.
(Not commercially available anymore)
2.6. Seaming
Reasons:
- Safety in handling.
- Glass chips prevention.
- Prevention of glass breakage during bending.
Methods:
- Belt seamer
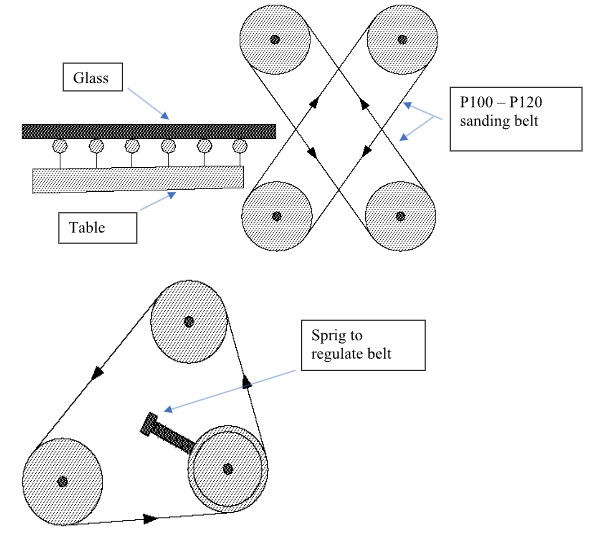
- Separation distance between belts must be as small as possible.
- The life of a belt is app. 2 hours.
- The 3-point method extends the life of the belt.
- More stable tracking.
- Less span between 2 rolls.
Robot Grinder.
- A robot arm is equipped with grinding spindle with the reversed windscreen edge shape. The spindle is covered with diamond dust.
- The robot arm moves the rotating spindle with a uniform pressure along the windscreen periphery.
2.7. Washing
Water treatment:
Demineralised water or softened water is advised, especially for the rinse water.
Constant water hardness is crucial since the wash/rinse water hardness (read dissolved salts) has an influence on the adhesion of the PVB to the glass.
2.8. Separating Agent
Separating agents are applied to prevent fusion of the glass(es) during bending.
Separating agents:
Diatomaceous earth,
Kenite ® 700,
Merck ® 8117,
Celite ® 315,
Snowfloss™,
Superfloss™,
Super-fine Super-floss™,
Sodium sulphate,
Often the term “talc” is used, although this is physically and chemically not correct. Talc is a clay mineral, composed of hydrated magnesium silicate with the chemical formula: Mg₃Si₄O₁₀(OH)₂.
The main reason for the use of the above-mentioned products is the amorphous structure of the product. Due to this structure no visible damage is made to the glass surface (optical quality), despite the glass being at high temperatures during the bending process.
Recommendation: Super fine Super-floss™.
Applied in suspension in demineralized water, with a spray gun.
Particle size between 5 and 25 µm
Exact dose/uniform application is critical for optical quality.
Washing after bending is recommended to separate possible “invisible contamination” (< 25 µm – see Architectural Glass Laminating Guide Part 3: Assembly and preparation of the laminated glass sandwich).
2.9. Ceramic band
Ceramic band ink used to contain lead oxide (black) in combination with glass frits (to “burn” the lead paint on to the glass surface.
Today lead-free products are used (based on bismuth).
The black ceramic band is applied to the inside surface (of the inner glass lite) (in most of the conventions: surface # 4), using a silk screen printing process.
Drying is essential: UV or IR.
The contamination risk is high. (Wet paint in a clean room area (droplets/smear/...).
There has been a trend to apply a band (also) to the # 2 surface.
This trend started with the introduction of heated W/S, single lite press bend,...(the band was hiding electrical connections, possible edge defects, ...
The thickness of the ceramic layer could affect the quality of the prepress/de-airing.
Bending of glass with ceramic band is more difficult (diff. heat absorption of inner and outer glass lite).
2.10. Coated glass
2.10.a. Heat Reflective Windscreens.
An interference filter is applied to the glass used (convention: # 2 surface), by sputtering.
This coating creates additional difficulty to bend (parallelism of both glasses within the pair) (versus the non-coated other glass).
In most of the cases silver is the active coating, so a protective coating is needed (thin layer of silver is very sensitive (even to breathing on the surface...).
Protection against moisture penetration, by edge deletion of the coating. (Prevention of oxidation of the coating at the edges).
2.10.b. Heat Reflective Windscreens.
A PET film with a coated interference film is applied between 2 layers of 0.38 mm PVB film.
Issues:
PET film is limited in potential to adopt to double curvature. (< 25 mm/100 cm bow)
Coated PET does not contain a good protective final coating (too rigid, cracks when winding/rolling up).
Reactivity (oxidation) issues exist with some PVB-types (long term reaction).
2.10.c. Heated Windscreens.
Layers of metal oxides are applied to the glass by sputtering (convention surface # 2).
Bus bars: busbars or a silver paste is applied using silk screen printing process.
Problems:
Adhesion to coating
Discoloration of bus bars
Local heat distribution caused by thickness and location variability.
Changes in adhesion caused by heating cycles.
Oxidation of coatings.
Bubbles.
3. Bending the glass
3.1. “Sag” bending
3.1.1. Description.
On a fixed frame, the glass “sags” under gravity.
The frame must be made using as little metal as possible to avoid “hot” spots.
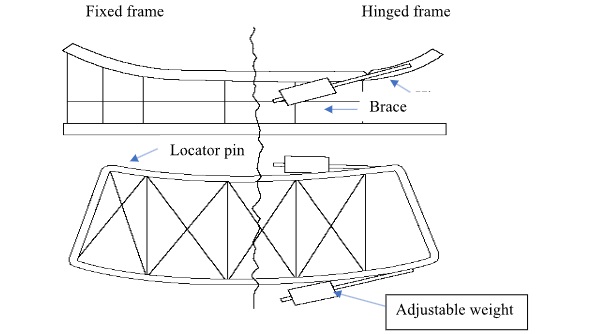
Hinged frames force the bending; although this means the process is faster, they can cause bending defects. But hinged frames allow bending of W/S with highly curved wings.
Mould release agents may be a source of contamination (chalk, “Aquadag” (a water-based colloidal graphite coating).
Locator pins can cause optical problems and edge defects.
The vertical (cross) curvature is important (roller prepress and windscreen wipers).
3.1.2.” Lehr” oven.
Heated by gas or electrically (or a combination of both).
A continuous process for high volume production of identical (or similar shape) windscreens.
Speed or production frequency: up to a W/S, every 20 seconds.
Annealing of the glass:
Bending occurs around 650 degrees C.
If the cooling takes place too fast, the glass becomes toughened/tempered to some extent.
With thin glass or rapid process cooling, the outer skin of both glasses can cool faster than the inner body of both glasses, creating some bending of the edges, due to this variable temperature:
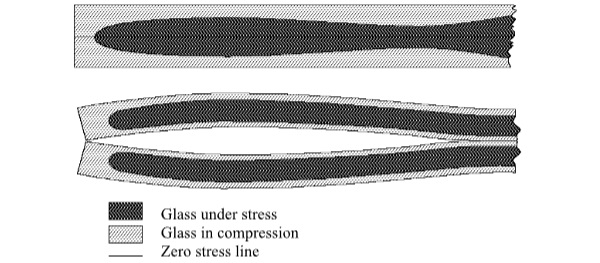
3.1.3 Box bending.
Boxes, lined with a reflective, matt material are conveyed through pre-heating, bending and annealing zones.
The ovens are electrically heated.
Advantages:
The possibility of having different windscreen models per cycle/box.
(although “family-form/shape” needs to be respected – W/S with same shape/dimension needing similar bending conditions)
Programmed bending
An 80 second bending cycle is possible with a 17-box furnace.
Quick model changes are possible.
System adapted for ARG-business.
3.1.4. Problems.
- Forced Bending (no fluent rate of curvature).
- Incorrect Bending of one of the glass lites (lack of parallelism).
- Incorrect alignment.
- Annealing curl. (See 3.1.2.” Lehr” oven)
- “Pie-crust” (waviness of the edges).
- “Bull’s eye” (lens formation).
Often caused by glass chip from glass edge due to uneven bending of the glass lites in combination with non perfect glass edge finish– top glass resting on edge of bottom glass).
- Bending of Hybrids (different coloured glass, creating a difference in speed of heat absorption/bending).
3.2. Press bending
- Description.
The glass-lites are individually heated to the bending temperatures.
Bending occurs by pressing the glass into a mould.
The fundamental problem lies in equal shape of both glass lites:
Requirements:
- A controlled thickness.
- A controlled temperature.
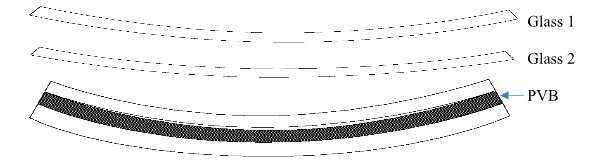
3.2.2. The problem of PVB-shrinkage (= PVB-flow) during autoclaving.
Ripple formation (varying waviness) of both glasses causes additional PVB-flow visible at the edges) during autoclaving (to fill the gap).
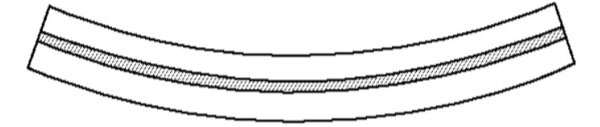
With pair bending, the radius of curvature of the inner glass (on top in sag-bending) has a slightly different radius of curvature versus the outer glass (on bottom in sag-bending), but both glass surfaces are in parallel.
When 2 glass lites are separately bent to the same radius, the (inside) interfaces can be less parallel. The PVB (in the lamination process) will be challenged to coop with this lack of parallelism (by flowing in the autoclave process). This excessive flow can be noticed at the laminated W/S edge.
3.2.3. Advantages of press bending.
- Speed (12 seconds cycle).
- Bending of complex W/S models.
3.3. Press assisted bending
A combination of sag and press bending, allowing bending of 2 glass lites at the same time.
- Allowing high speeds.
- Avoiding the weakness of press bend W/S (identical lites, creating additional PVB-flow).