This paper was first presented at GPD 2025.
Link to the full GPD 2025 conference book: GPD_2025_ConferenceProceedingsBook.pdf

Authors: Antti Aronen a, Juliane Brandt-Slowik b
a. Glaston Finland, Finland
b. SCHOTT Technical Glass Solutions, Germany
Abstract
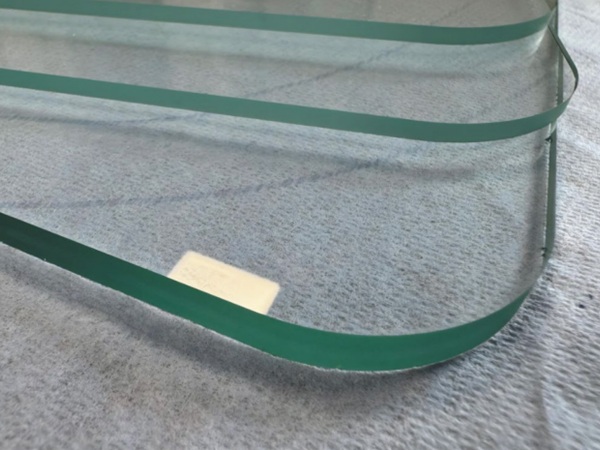
The material in the windshield plays a key role in durability and safety. Glass in windshields must meet safety requirements, but it should also have high impact resistance to stones and other road debris, as well as high scratch resistance to avoid unwanted glass breakage and scratching. Compared with other glass materials like more typical soda-lime glass, borosilicate glass features high strength for impact and scratch resistance. This makes borosilicate float glass like Borofloat® 33 from SCHOTT a good material for the outer pane of the windshield. Especially for windshields in commercial vehicles as here any avoidable downtime has a large negative impact on the business and a stone-impact resistant windshield is highly appreciated. This specialty glass is manufactured since 1993 in Germany, is globally available and a standard in various industries. The outer glass needs this durability to withstand the impact of debris. To reduce costs, a functional solution is to use borosilicate glass for the outer pane and soda-lime glass for the inner pane. However, there are challenges in the bending process due to the material property differences between borosilicate and soda-lime glass. Material properties like viscosity and the thermal expansion coefficient play a vital role in glass bending in the heat-treatment process. The viscosity differences make glass creeping happen at different temperatures, meaning borosilicate needs a higher temperature than soda-lime for the same viscosity. At high temperature changes, thermal expansion coefficient differences also affect how different types of glass expand in windshield bending. This can easily cause defects in the visual quality of the windshield, and good control in the bending process is needed from the bending furnace to avoid such defects.
Article Information
- Published by Glass Performance Days, on behalf of the author(s)
- Published as part of the Glass Performance Days Conference Proceedings, June 2025
- Editors: Jan Belis, Christian Louter & Marko Mökkönen
- This work is licensed under a Creative Commons Attribution 4.0 International (CC BY 4.0) license.
- Copyright © 2025 with the author(s)
1. Introduction
Soda-lime glass is the most common glass and is widely used in architectural glass but also in automotive and container glass. However, glass is a large material group in which common properties for materials are an amorphous structure and time-dependent glass transformation behavior (Le Bourhis 2014). There are different glass types, and the individual composition of each glass differs. The structure in different glasses therefore leads to certain differing material properties.
Good optical quality, ease of bending, good scratch resistance, and strength for safety are required from the windshield. These are factors which can be met by choosing good glass material for the solution. Typically, soda-lime glass has been a workable solution because of its price and quality. However, more new glass materials are available, and their price is decreasing due to higher production.
In the flat glass industry, the next most common glass materials after soda-lime glass are borosilicate and aluminosilicate glasses. This paper focuses on borosilicate glass and its advantages in glass applications.
Compared to soda-lime glass, the composition of borosilicate glass is dominated by silicon oxide (SiO2) and boron oxide (B2O3); in soda-lime glass the main oxides are silicon oxide (SiO2), sodium oxide (Na2O), and calcium oxide (CaO). This difference means the soda-lime glass structure has a high ionic bond share, whereas the bond structure is predominantly covalent in borosilicate glass (Brandt-Slowik 2023). The mechanical properties of borosilicate and soda-lime glass differ due to these differences. The density, elastic modulus, and thermal expansion coefficient for borosilicate glass are smaller than in soda-lime glass. According to tests by Brandt-Slowik (2023), the scratch resistance of borosilicate glass is also better than in standard soda-lime glass.
In windscreen bending, the viscosity of the material plays a key role because it defines when the glass is creeping, and at what bending speed. Around the bending temperature, the viscosity of borosilicate glass is higher than the viscosity of soda-lime glass, resulting in borosilicate glass needing a higher temperature for the same bending in soda-lime glass.
Because borosilicate and soda-lime glass have their pros and cons, a good compromise for a windshield solution would be to use borosilicate as outer glass material and soda-lime as inner glass material. Good impact resistance in outer glass would therefore help with impact and scratch resistance, but the use of soda-lime glass as inner glass would help decrease the price of windshield.
This paper presents the challenges of combining borosilicate and soda-lime glasses in the windshield solution. The differences in material properties related to windscreen bending are first presented. The windshield bending process is then presented and discussed to consider bending in this glass combination. The results of small tests and challenges in the bending process based on these tests are presented before the conclusions.
2. Material properties of borosilicate and soda-lime silica glass
The main material parameters for the windshield bending process are the viscosity of the glass material due to the glass creeping speed and thermal expansion coefficient for thermal strains and stresses during the process.
The viscosity values and thermal expansion coefficient for typical soda-lime glass and for Borofloat® 33 glass are presented in Table 1; viscosity curves with points are presented in Figure 1.
Table 1: Viscosity point values and thermal expansion coefficients for typical soda-lime and Borofloat® 33 glass (Schott (2025); Daudeville & Carré (1998)).
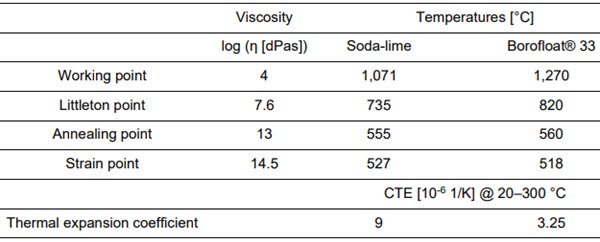
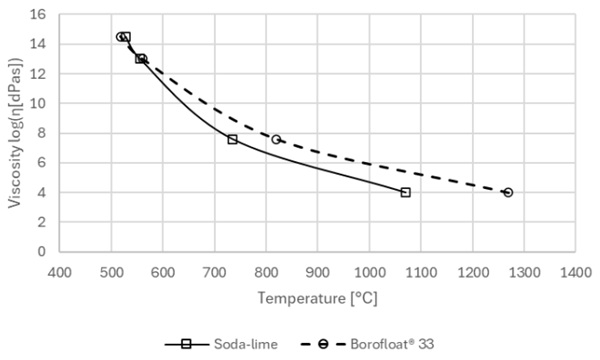
The viscosity curve shows that at around 600 °C, which is the typical bending temperature for sodalime glass, the Borofloat® 33 glass obtains the same viscosity at a temperature of about 50 °C higher. At a temperature of 600 °C, Borofloat® 33 has about 10 times higher viscosity than soda-lime at the same temperature.
This means that when glass is heated, the soda-lime glass tends to bend sooner than borosilicate glass. However, when the borosilicate glass is at the bottom, it prevents soda-lime glass bending. Later, when borosilicate glass starts to bend, soda-lime glass follows it, keeping the same shape.
Differences in thermal expansion has a smaller effect on the bending process but can cause shape and stress differences during it. The result is usually seen in the final shape and residual stress distribution.
3. Windscreen bending process
The windscreen bending process is divided into four phases: pre-heating; bending; annealing; and cooling. In pre-heating, the target is to heat the glass uniformly to around 400–500 °C. The glass is then heated in bending to a higher temperature, where it becomes soft enough to creep. The glass bends in the process either only due to gravity or due to gravity and final shaping with a press. When the glass has obtained its shape, it is first cooled slowly to control the stress level by the annealing process. After the glass is cooled to about 300–400 °C in the annealing, the cooling rate can then be increased to get the glass to the handling temperature without risk of high residual stresses.
Figure 2 shows a typical windshield bending line. To obtain good capacity from the bending line, several sections for each phase are used, and the higher the capacity is, the longer the line that is required. In the example is a windshield bending line with a two-story structure, where heating is at the top, with five pre-heating chambers and four bending chambers before the press bending chamber. On the lower side are four annealing chambers and four cooling chambers.

The critical part of the process is the bending. In the bending furnace, the heating is controlled locally with a heating element matrix from the top and bottom to obtain a glass temperature at the right level at the right points and the desired final shape. This is done with appropriate support from the bending tool.
4. Results
To investigate the bending process, bending tests were first done with small samples in a small furnace. The glass testing size was 500 mm x 300 mm. Figure 3 presents the bending tool used for testing. Because borosilicate glass is always the outer glass in the windshield, in the bending process, it is always the bottom glass, and soda-lime glass is always the top glass. The thickness of the Borofloat® 33 used was between 2.0 mm and 3.8 mm, and the thickness of the soda-lime glass was between 1.6 mm and 5.8 mm.

The main aim in the testing series was to find the right temperature level for bending and to determine if there would be visual defects in the glasses due to the bending process. The tests did not focus on the cooling part and residual stresses. Different glass thickness combinations were used to determine if this had an effect on the bending results.
During the bending test, the temperature at the furnace was measured from the top and bottom of the bending tool, using thermocouples. The top thermocouple was about 10 cm away from the glass, and the bottom thermocouple was about 30 cm away from the glass. The final temperature of the thermocouples before the annealing phase was recorded for analysis. After the bending process, the glass’s visual quality was tested by using the test arrangement presented in Figure 4 to see if it had hotspots or other visible issues. In the test, the shadow on a white wall was inspected to detect visible issues. Hotspots are glass surface issues, which can be seen as local point-like visual issues. Figure 5 shows two examples with and without hotspots.
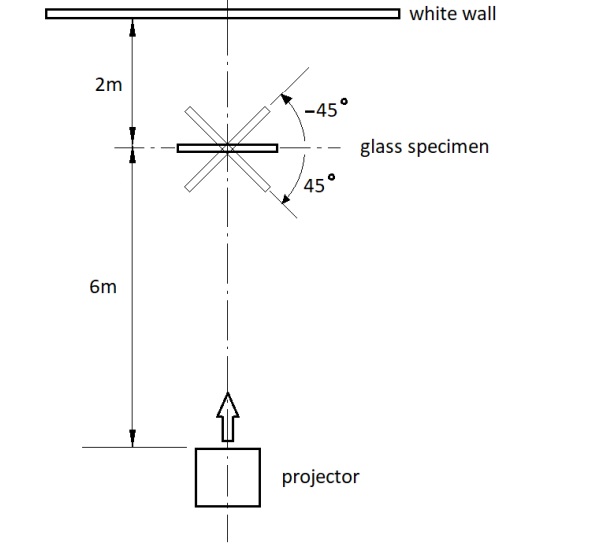
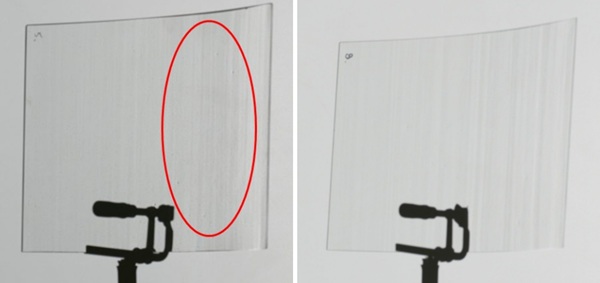
Table 2: Bending results with different glass thickness combinations.
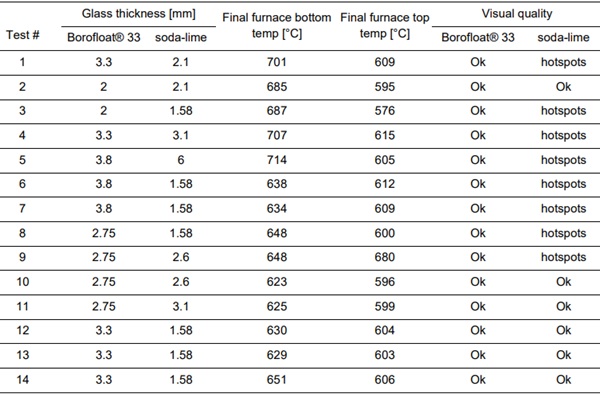
Table 2 presents the results from the tests. The table lists glass thicknesses, final temperatures, and the visual quality of the glasses. The results show that the best results are achieved when the temperature of the soda-lime glass is about 600 °C, and the temperature of the Borofloat® 33 glass is about 630 °C. This result is consistent taken into account the viscosity difference. Based on tests, the visual result not only depends on the final temperature but also on the time-temperature curve. During the test, it was found that some thickness combinations were more challenging than others.
5. Conclusions
The results of the bending tests show it is possible to bend a Borofloat® 33 and soda-lime glass combination for a windshield. Compared with a typical windshield where both glasses are soda-lime, this new combination will bring new challenges for bending to obtain the right shape. For bending, more heating power and control are needed from the bottom than the top. This differs from the typical case, where two soda-lime glasses are bent.
After the bending has been done, there are additional steps. The first is related to the lamination process, before and after which, due to different thermal expansion coefficients, the shape will vary. This must be considered for the final shape. The second is to define used thicknesses for specific windshield solutions. The windshield needs to meet the ECE R43 (2014) or ANSI/SAE Z26.1 safety standards (1997). Because borosilicate glass is more resistant to impact, the combination differs from soda-lime glass design.
References
Brandt-Slowik, J. (2023). Structure-property Correlations in Borosilicate in Comparison to Soda-Lime Glass. GPD 2023 Conference Proceedings Book, Tampere, Finland.
Daudeville, L., & Carré, H. (1998). Thermal Tempering Simulation of Glass Plates: Inner and Edge Residual Stresses. Journal of Thermal Stresses, 21(6), 667–689. https://doi.org/10.1080/01495739808956168
Le Bourhis, E. (2014). Glass Mechanics and Technology (2nd Edition). https://doi.org/10.1002/9783527679461.
Regulation No 43 of the Economic Commission for Europe of the United Nations (UN/ECE)—Uniform provisions concerning the approval of safety glazing materials and their installation on vehicles. (2014). Official Journal, L 42, 1–126. ELI: http://data.europa.eu/eli/reg/2014/43(2)/oj
Schott. (2025). Borofloat® 33—Technical data. Retrieved from https://www.schott.com/en-gb/products/borofloatp1000314/downloads
S.o.A. Engineers (1997). ANSI/SAE Standard Z26.1–1996, Warrendale, Pennsylvania: Society of Automotive Engineers.