

You may have seen Tesla’s much talked about Semi electric truck. What fascinates us most about it as glass industry professionals are the complex wrap-around windshields of this beast. We immediately start to think of all the challenges related to the production of this kind of glass. And as long as Tesla remains an industry trendsetter, we can expect even more challenging designs to come soon.
We’ve covered the main automotive glass trends and design shifts in a past blog post. In short, these include the use of thinner and lightweight glass, larger and wider glass, smart and functional glass packed with dozens of special features – and much more complicated shapes.
These changes – and the compelling drive to save energy and become carbon neutral – make it necessary to incorporate processes and technologies such as water jet or laser cutting for special cutouts, CNC machining and convection heating.
Preprocessing thin glass and complicated shapes
Even though the heat treatment process is central to automotive glass production, it makes little sense without high-quality preprocessing. There are a lot of new issues to consider when updating your preprocessing stage.
Thin glass
The even thinner glasses in exterior glazing and displays require different cutting tools and more stable glass support during cutting and break out.
To improve the preprocessing quality of extra thin glasses with better edge strength or edge chip specification, your existing grinding wheels need an upgrade. And with the growing demand for irregular shapes, it’s important for the glass to be controlled and supported as well as possible during the grinding process to achieve the intended edge shape. Desired shapes may also be asymmetrical – which complicates edge treatment further.
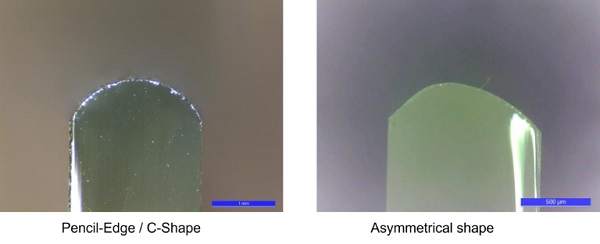
The required edge shape is not always symmetrical.
Complex shapes
The ever more elaborate glass shapes pose another set of challenges on preprocessing. The cutting of inner contours is not possible using conventional cutting techniques. The traditional solution for this is a water jet. Now laser cutting technologies or even modified conventional cutting are starting to replace the dirty and energy-intensive water jet. For the grinding of inner contours, a CNC machine can help.
The more complex the glass shape, the more precise control of cutting and grinding is required. The latest camera systems can now help locate glass parts precisely on the grinder.
Bending complex designs
With the growing requirements to reduce energy costs, it is even more important to also optimize the bending. That’s the core of the whole process – and the most energy-intensive step in production. You need to make sure your bending deliver the required results while complying with all the latest cost-, quality- and energy-related targets. It’s the only way to stay ahead in this business.
For example, the necessity to use different glass types may require bending temperatures up to 90 °C higher than earlier. Such a temperature increase comes at a high cost when energy savings is a key priority. Then, if you are using thick stacks of interlayers in glass production, different radii may be desired for bending the inner and outer sheets to avoid final product delamination at the edges – also adding to the complexity.
But meeting the growing need for more printed and coated surfaces while relying on radiation alone is near to impossible. It leads to uneven heating – and consequent quality issues.
Is there just no easy way to bend complex glasses efficiently – and with good quality?
Luckily, there is. Using better tools, more precise heating control and convection heating makes the process an easy thing.
Convection heating opens the doors to glass of the future
To achieve correct and uniform heating of clear, coated and printed glasses – especially those with large, printed areas and Low-E coatings – active convection heating is a must. It not only significantly improves heating, it also leads to better optical quality.
In addition, convection guarantees higher heat transfer rates and a faster preheating cycle. For instance, the normal preheating speed with convection is around 75 °C/min. In comparison, radiation heating speed is around 40–50 °C/min, and any shortening of this cycle would result in thermal shock.
With modern-day realities, a faster preheating cycle is important, because it results in a larger time window for glass shaping and reduced energy consumption. The whole process is completed faster, too, making it possible to increase the production rate.
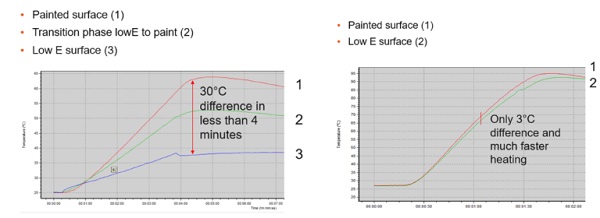
Convection reduces temperature differences between painted and Low-E coated glass areas and reduces heating time.
Focused heating in the bending area
In the shaping phase, glass must move only where it is necessary. And it must not move too much. For this, the press can assist in securing the proper mechanical tolerances. Still, with complex designs, using only a press to shape the glass can lead to distortion.
To avoid distortion, very tight heat control in the shaping phase is necessary. A couple of degrees can make a huge difference here. In addition, heating the glass only where needed leads to further reduction in energy consumption.
If the bending furnace is equipped with a heater groove, it is possible to ensure a more precise heat flux focus.
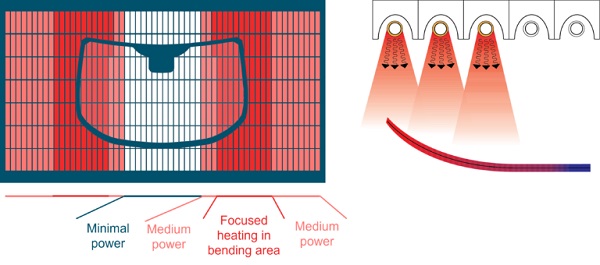
The precise focus of heat flux minimizes distortion and reduces power consumption.
More changes to come
In the automotive glazing business, the only constant is change. And change creates new pathways for growth for those properly positioned to embrace change with ease.
Just keep in mind that even more changes are coming in the future. That’s how development works. The only thing you can do as a glass processor is to stay open-minded – and leave space for flexibility and adaptation.
Download the presentation Processing Automotive Glazing and Displays of the Future presented at the China Vehicle Glazing Innovation Summit 2022 held on September 01-02, 2022.
















