
Date: 1 October 2021
The push towards climate neutrality is also reaching the glass industry. Besides using more sustainable fuels (like hydrogen or bio-gas), the call for the incorporation of more green electric power to reduce the carbon dioxide emissions is growing louder. An often used buzzword in this context is the “hybrid” furnace. But what is the conception of a hybrid furnace?
The simple existence of both kinds of power in the furnace?
Equal contribution from electric and fossil sources?
High flexibility ranging from predominantly fossil to predominantly electric contribution?
Glass melting technology specialist HORN defines a furnace as hybrid if both forms of power, electric and fossil, are needed for sufficient operating. Therefore an end fired furnace with electrical boosting up to 10-15% would not be considered a hybrid furnace, whereas a 50/50 contribution from both fossil and electric sources would clearly be a hybrid furnace.
To meet the needs of the customer, HORN developed the following furnace categories varying in overall electric share, energy flexibility and basic principle (end fired; cross fired; oxyfuel and vertical electric melting):
• Classic fossil furnace (up to 20% electric power)
- End fired furnace
- Cross fired furnace
- Oxyfuel furnace
• Hybrid furnace (20 to 40/50% electric power)
- Hybrid end fired furnace (Hybrid EFF)
- Hybrid oxyfuel furnace (Hybrid OXY)
• Super hybrid furnace (20 to 80% electric power)
- Super hybrid oxyfuel furnace (Super hybrid OXY)
• All-electric-melter (100% electric power)
The furnaces from the hybrid-fossil category represent the evolutionary step from the classic-fossil furnaces in container glass towards more electric power, while the superhybrid furnaces continue this concept to an even higher electric share.
General remarks
For being able to bring an increased amount of electric power into the glass melt, a higher number of electrodes is necessary. If these electrodes are positioned extensively over the basin bottom, a disruption of the typical convection flow in the furnace can be a probable consequence. That is why HORN prefers a certain positioning of the electrodes to minimise the disruption and preserve the typical convection as much as possible.
A declining share of fossil power reduces the temperature in the crown and superstructure, regardless which kind of combustion is used. Depending on the range of flexibility and the atmosphere in the combustion space, the refractory materials have to be selected carefully.
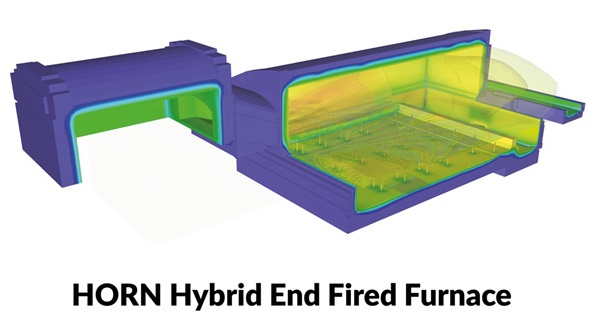
Hybrid end fired furnace (Hybrid-EFF)
In addition to the lower temperatures, the reduction of fossil power can lead to further problems.
For a reduced amount of fossil fuels, the needed amount of combustion air is also decreasing. The consequence is a lower volume flow throughout the regenerator and the burner neck and therefore a lower velocity of the combustion air at the burner port, which can cause flame instability and possibly insufficient combustion. Furthermore, due to the reduced velocity the flame length will shorten and the temperature distribution in the combustion space will change. In order to preserve the flame stability and secure the typical increasing temperature gradient towards the “hot-spot”, the technology of exhaust gas recirculation is applied.
The principle of this technology is to branch off part of the exhaust gases at the regenerator bottom of the exhaust side and mix it with the combustion air on the fire side. With the increased volume, the velocities at the burner port will be brought back to an acceptable level. This stabilises the flame and preserves the temperature gradient.
Due to the infinitely variable nature of this technology, an area of energy flexibility can be generated. This means the overall electric share can be varied from 20% up to the maximum value of 40%, while also maintaining the basic principle of the end fired furnace.
Compared to a completely fossil fueled end fired furnace the CO2-emissions regarding the melting (no CO2 from batch gases considered) can be reduced up to 45%.
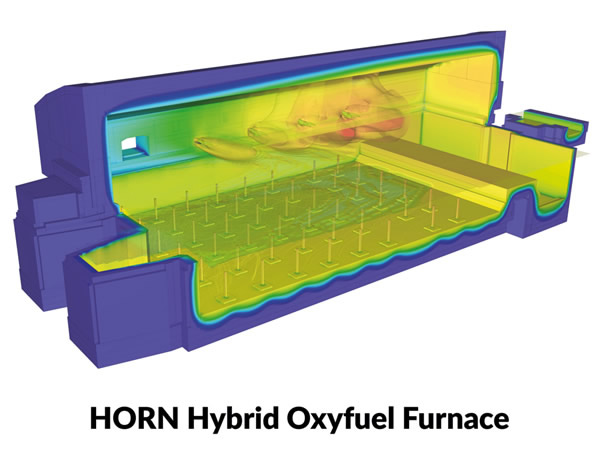
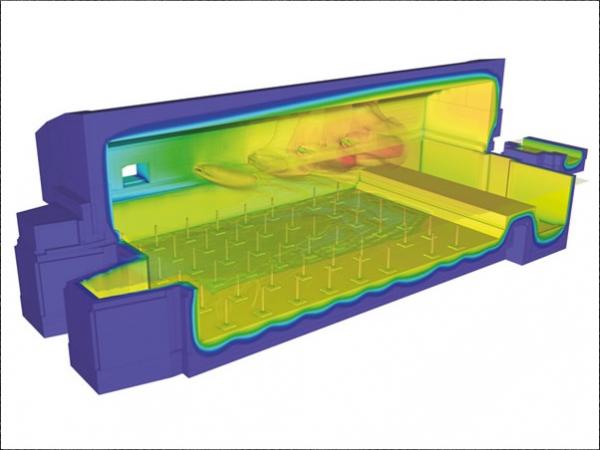
Hybrid oxyfuel furnace (Hybrid OXY)
In the combustion space the location of multiple oxygen burners along the side walls enables a precise regulation of the temperature distribution by adjusting the gas distribution accordingly.
For a high share of electric power, for example, the gas distribution can be shifted more towards the refining area, while the energy in the melting area is predominantly provided via the electrodes.
This increases the energy flexibility even more, compared to the Hybrid EFF. Starting from a continuous combustion space, the furnace can be operated with up to 50% electric power, with a minimum of around 20%. Compared to a completely fossil oxyfuel furnace, the CO2-emissions regarding the melting can be reduced up to 50%.
Super hybrid oxyfuel furnace (Super hybrid OXY)
By introducing the option of a “shadow wall”, a wall dividing the combustion space and therefore prohibiting the radiation from the hotter (refining area) to the colder parts (melting area), the possibility for even more electric power (up to 80%) arises. The hot flue gases from the combustion out of the refining area will still be led (partly) over the batch to the exhaust. While flowing atop the batch layer, the hot gases emit heat via radiation and convection to the cold batch, thus creating a heat recovery zone. This lowers the temperature of the exhaust gases and slightly reduces the energy needed for melting the batch. The potential for reducing CO2-emissions is even higher for this concept.
Despite the high maximum electric share and the flexibility, these concepts still maintain the basic principle of the horizontal melting process in an oxyfuel furnace.

Conclusion
The glass industry is a very traditional branch and a furnace represents a high investment for the manufacturer. Therefore it absolutely makes sense to make an evolutionary, intermediate step between the classic and the superhybrid furnace categories with HORN's hybrid fossil end fired furnaces and HORN's hybrid fossil oxyfuel furnaces.
 600450
600450



")












Add new comment