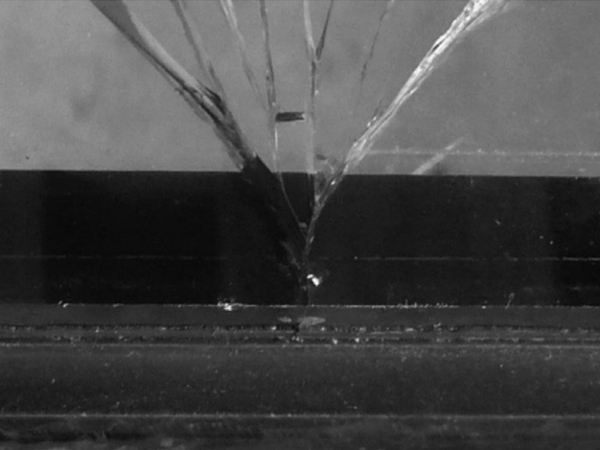
These types of damage are caused by the cutting wheels used in the cutting process. It is possible to reduce these cutting wheel-induced defects by using the cutting wheel at the appropriate angle for the respective glass, and by using a maintained cutting wheel axis and cutting wheel holder (service life in accordance with the manufacturer's specifications). This is important because any damage to the glass edge reduces the edge strength and in doing so also significantly increases the risk of spontaneous breakage.
Furthermore, sharp edges increase the danger of injury and the risk of damage during glass transport. Seaming the glass edge is therefore one of the most important work steps in glass edge processing and is always recommended - even with edges that are no visible and with sheets installed in a frame. When performing the many other steps in glass processing, a seamed edge also brings with it highly positive effects (for example, more precise positioning and therefore a lower production tolerance of the insulating glass sheets), because the seamed edge reduces overbreaks.
With the vertical systems and stations from LiSEC, the seaming process does not result in time losses as a general rule, because the machines work significantly faster than their horizontal counterparts. Furthermore, all of the individual machines can be arbitrarily combined with other LiSEC systems or external systems, making the very delicate intralogistics in glass processing noticeably easier, safer and more reliable. All individual LiSEC machines communicate with each other, giving the user the maximum in freedom and flexibility.
NOT ALL EDGES ARE EQUAL
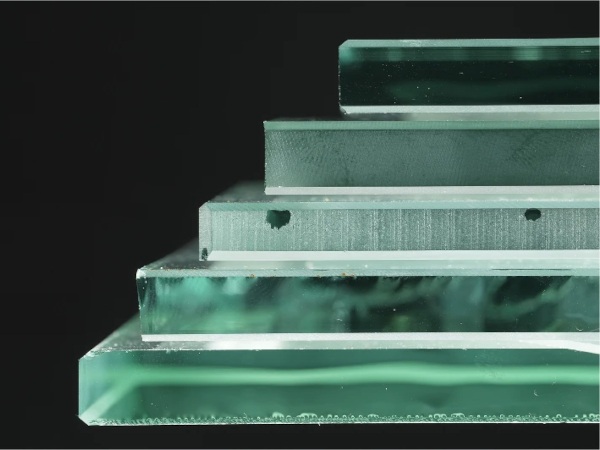
The composition and shape of glass as a material vary greatly, and the desired edge shapes vary in equal measure. Here is a brief overview of the most important glass edge processing options:
- Straight edge: We refer to a straight edge if the edge has an angle of roughly 90° to the glass surface. (seamed, ground or polished)
- Angled edge: In this case, the edge and glass surface are not at right angles to each other (also referred to as a mitred edge).
- Faceted edge: With this type of edge, the majority of the edge surface deviates from a 90° angle to the glass surface. A distinction is made between flat and steep facets, depending on the facet width.
- C-edge (round edge): The edge surface exhibits a semi-circular cut.
EFFICIENT SEAMING WITH THE RIGHT EQUIPMENT
KSR VERTICAL GLASS EDGE SEAMING SYSTEM
LiSEC developed its KSR glass edge grinder especially for seaming. With the system, it is possible to seam all four sides in a vertical position fully automatically, because the system's grinding head can rotate through 360°. Diamond-tipped wet grinding belts process the front and rear side of the glass edge in a single operation, i.e. simultaneously. Glass edge dressing therefore takes place at the highest level and very gently; and this with the shortest cycle times of ~12s per square metre, while the grinding belts realise extra-long service lives of up to 20,000 running metres.
ONLY A CONTINUOUS UNINTERRUPTED SEAM PROTECTS AGAINST SHEET BREAKAGE
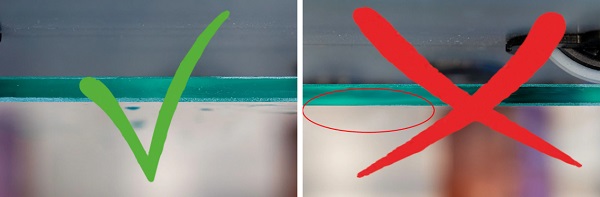
The KSR automatically adjusts the grinding belts to the respective sheet thickness and can be easily integrated into complete production lines. The width of the seam on the glass edge can be adjusted from 0.5 to 2 mm. The diamond grinding belts are constantly advanced to the glass edges, ensuring a guaranteed continuous seam along every edge. This reduces spontaneous sheet breakage in the tempering process to almost zero.
Tip: This system is particularly suitable for glass sheets that are to be subsequently further processed in a tempering oven. A continuous seam along the glass edge ensures reliable tempering and significantly reduces sheet breakage in the tempering oven.
REDUCED SPATIAL REQUIREMENTS AND CONTAMINATION IN PRODUCTION
Further advantages of vertical glass edge processing in comparison to horizontal processing are the much lower water consumption and the smaller space requirements that arise with this production step. The construction of horizontal seaming and grinding machines is such that they are open at the top. This of course results in much higher water consumption due to evaporation and carry-over. This in turn causes high humidity in the factory hall, which can sometimes lead to oxidation, in particular with the sensitive surface coatings on special glass such as solar protection coatings. Furthermore, the carry-over of grinding water causes increased wear, especially in horizontal edge processing systems, which in turn leads to higher maintenance costs. And this is ultimately reflected in the ongoing servicing costs.
The advantages of the vertical KSR edge seaming system at a glance:
- Compact construction means significantly less space is required compared to horizontal design
- Only 1 grinding head with diamond grinding belts
- Very short cycle times - further cycle time reduction of 35% when used in combination with KSV
- Guaranteed continuous seam at the glass edge
- Can be easily combined with other production lines
- Easy access and low maintenance
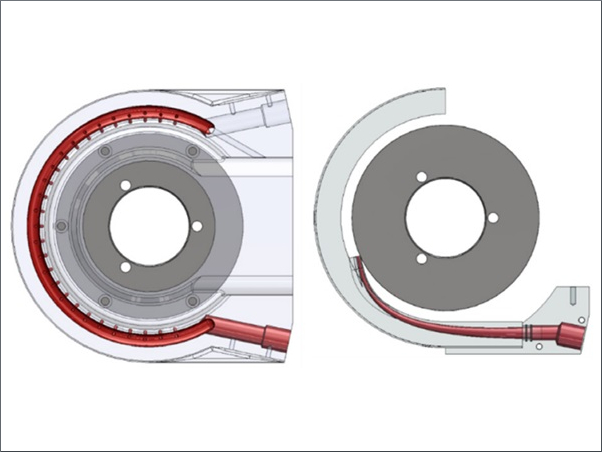
The KSR can also be optionally used for shapes (see LiSEC shape catalogue) and can perform work steps such as corner bevelling.
With corner bevelling, the corners that are still sharp after seaming are levelled to reduce the danger of injury and increase process reliability. Further options include the face surface grinding of rectangles and shapes.
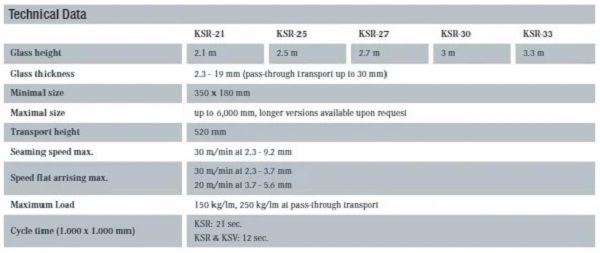
TECHNICAL DATA FOR THE KSR
TOOLS FOR SEAMING WITH THE KSR
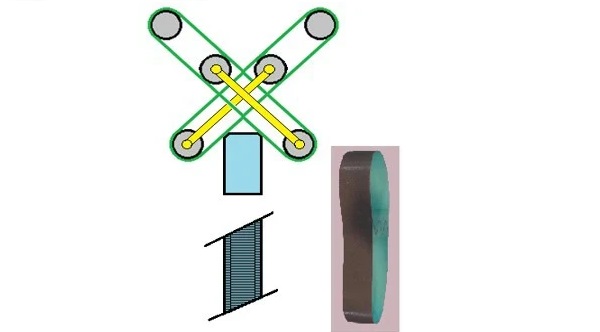
As briefly mentioned above, durable diamond abrasive belts are used for seaming with the KSR from LiSEC. Two of these diamond grinding belts are arranged in a V-position on each processing head. The cut glass is then transported over these heads and consequently seamed. The grinding head can be rotated through 360° and is therefore also capable of quickly realising the top-quality seaming of shapes such as triangles or sheets with arches.
CONCLUSION
Seaming cut edges is one of the most important work steps in glass edge processing, because this process significantly reduces the danger of injury to employees. Furthermore, a continuous perfect seam along the edge of the glass guarantees the virtual elimination of spontaneous sheet breakage in the tempering process, which has an extremely positive effect on operating costs. With its KSR seaming system, LiSEC is offering a special system that saves the user extensive time and money thanks to its vertical design.