
Date: 16 July 2026
Some time ago, I was standing in front of a large 4.8 x 2.6 m IGU unit whilst supervising a third-party quality inspection. A couple of weeks later, I was supervising the manufacturing of IGU units over 5 meters long, and it got me thinking about current quality inspection methods and normative regulations in relation to these massive, large premium glazing units, which are becoming increasingly common in architectural projects.
Considering the challenge of inspecting these units indoors, manually, for defects, the feasibility of manual inspection of these larger units is not merely questionable but increasingly methodologically weak. The issue is not only labor. It is repeatability, access and relevance. If the inspection method cannot be reproduced with the same viewing distance, angle, lighting, and judgment from lite to lite, it is already a weak control method for premium architectural glass. This is the paradox: glass units are larger, more complex and more critical than ever, yet in many cases they are still primarily judged by manual inspection.
And because an insulating glass unit is, by definition, a hermetically sealed assembly of at least two panes separated by spacers and sealed along the periphery, any defect on cavity-facing surfaces is not accessible without breaching the unit itself. Similarly, in the case of laminated units, inside surfaces are unreachable because the glass panes and interlayer are permanently bonded together.
What The Standards Actually Assess
The current EN framework is built to create a repeatable acceptance condition, not to recreate every real façade viewing scenario. EN 1279-1:2018 covers the optical and visual quality of IGUs, and the commonly applied EN-based inspection condition examines the unit in transmission, not in reflection, from a distance of at least 3 m, with the viewing direction as perpendicular to the glass surface as possible, under diffuse daylight, without direct sunlight or artificial lighting. For assessment from the outside, the installed condition and usual viewing distance are considered, but still with a minimum of 3 m. Acceptance is judged within those defined conditions and zone-based criteria. The visible area is also divided into zones, with the edge area and the main viewing area treated differently for allowable defects. The Hadamar inspection criterion is also a widely used and accepted criterion, which in many aspects is a much more stringent method with various considerations.
From a quality system point of view, this is logical. It gives the processor and the inspector a common basis. However, it does not simulate the optical reality of a completed building in its real surroundings. It does not simulate reflected water, low evening sun, oblique viewing, dark forest background, bright lakeside background, or the highly localized conditions that make a faint defect suddenly obvious to the eye. Furthermore, it does not enable the regulating party to define assessment criteria, for example, for possible anisotropy, condensation, interference and others.
This difference between standardized acceptance and real-life perception is the core of the inspection paradox
Heat Treatment Adds a Layer of Complexity
This is where the paradox starts to deepen. The thermal treatment of glass, whether tempering or heat strengthening, brings various distortion mechanisms that are intrinsic to the process. EN 12150 discusses distortion phenomena such as overall bow, edge lift and roller wave distortion. From complementary industry guidance and experience, we also know that thermal toughening and heat strengthening may also give rise to bi-stable bowing condition, white haze, anisotropy, roller imprints, roller pitting and more.
From practical experience, it is fair to say that conducting an overall bow measurement for a large glass pane, for example, above 4 meters, with the method described in EN 12150 has very limited practical value. Even more concerning is the fact that fragmentation testing for mechanical durability is completed with test specimens of 1100 x 360 mm. Considering the tempering process variables that affect fragmentation, the current specimen-based testing approach leaves a clear gap when applied to significantly larger production panes. Whilst some manufacturers test fragmentation with larger panels and conduct specific tests to ensure steady stress formation, this leaves the standard open to risks that may result in injury and damage.
Nevertheless, these mechanical properties are important because architectural complaint cases are often a combination of different mechanisms. A unit may be acceptable with respect to visible spot faults in transmission, yet still present disturbing reflected image distortion due to roller wave or edge lift. A coated lite may add another visual variable, since Low-E coatings themselves can show haze in specific lighting conditions. A laminated build-up adds additional interfaces, and the number of panes and interlayers increases the likelihood of visible faults because each ply introduces further potential for defects and optical influence. On the other hand, lamination may hide some pre-processing, handling and tempering-related defects.
Where Façade Visibility Changes the Result
Industry experience has shown clearly that visibility is dependent not only on the glass quality itself, but also on the environmental conditions at the building site. It is well known in the industry that the visibility of anisotropy depends on the installation environment, the glass quality, the glass type and the glass unit set-up, and that even slight anisotropies can become visible under unfavorable conditions. In practice, this means that a lite that looks acceptable in controlled factory inspection may become visually disturbing in service when the façade starts reflecting the right part of the sky at the right angle.
This is not limited to anisotropy. Tempering can introduce haze, iridescence, roller pitting, roller scratches, and other optical effects. These may become more noticeable at glancing angles and under varying lighting and surrounding conditions. In other words, the complaint is often not about the glass failing a dimensional or safety requirement. It is about the building finally revealing an optical effect that the regulatory EN standardized inspection conditions were not designed to effectively reproduce.
Why Manual Inspection Becomes Weaker As Size Grows
As the glass gets larger, the weakness of manual inspection is no longer just ergonomic. It becomes methodological. A very large lite is harder to inspect at constant geometry, harder to illuminate consistently indoors, harder to judge across the entire area in one coherent visual frame, and harder to compare objectively from unit to unit. The problem grows again when the construction is a complex make-up. EN-based quality guidance explicitly scales allowable defect counts according to the number of glass components in the assembly, which is a reminder that multi-component units are not visually equivalent to a simple two-pane construction.
Manual inspection still has value. It is useful for obvious handling damage, gross contamination, edge damage, and final human review. But for premium large-format units it is a weak primary inspection method for small defects and subtle, low-contrast, process-related optical phenomena. At that point, the outcome depends too much on who looked, from where, under what light, and for how long. That is not robust enough when one missed defect can trigger extremely costly downstream consequences.
Modern Scanner Technology
Glass scanner technology is no longer only a research topic. Modern online scanner systems have been in industrial use directly after the tempering furnace for years, but today their performance is at a new level and continues to develop further. They change the quality logic at the right stage: before lamination, before and during IGU assembly process, and before shipment. Systems such as Softsolution–LiteSentry’s Osprey®25 are designed for real-time, lite-by-lite inspection of heat-treated glass and document measured quality data that manual inspection cannot reproduce with the same consistency. Their relevance is not that they inspect an installed façade better, but that they allow the processor to identify, measure and record critical quality parameters before one defective glass pane becomes part of a far more expensive final unit.
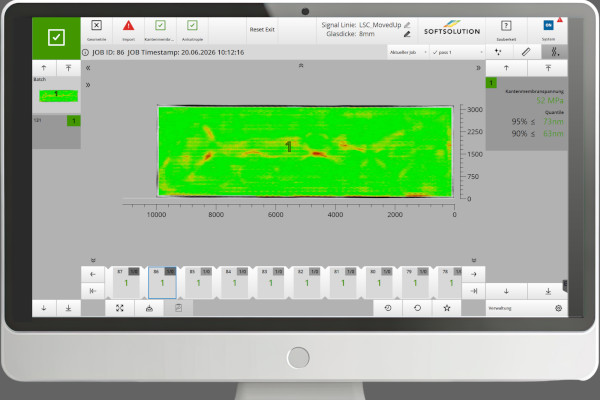
For heat-treated architectural glass this is a pivotal change. Current scanner technology can document surface topography in fascinating detail and precision. Measurables such as overall bow, roller wave, and edge kink or edge-lift-related distortion can also quantify optical distortion in millidiopters rather than leaving the decision to subjective visual judgment alone. In parallel, anisotropy and white haze can now be measured online on each pane, allowing furnace operators to react during production instead of discovering the problem later in assembly or, worst case, at site. Additional non-destructive optical stress measurement methods are also advancing – as known – compression levels in tempered glass directly correlate with the fragmentation results. Another potential solution to the regulatory norm gap exists. Pane-by-pane quality data can now be recorded in a way manual inspection simply cannot match.
The importance of this development is as much practical as it is technical. In a sealed IGU, or laminated glass unit, one poor pane is not a local inconvenience. It can drive rejection or replacement of the entire unit. For large premium glazing, automated scanner inspection therefore moves quality control to be real-time at tempering, but also upstream to pre-tempering, to the correct stages where the processor still has a realistic chance to correct the process before cost, waste, and project risk escalate. In some projects, the cost of a failed delivery, replacement campaign, or site remediation can easily exceed the cost of the scanner that could have helped prevent it.
Discussion – What Specifications Could Define Better
Considering current architectural glass trends and existing inspection technology, the real question is whether the regulatory standards should now be updated to reflect the current industry situation. Should the standards define different inspection criteria and methods for larger glass sizes and complex glass units, and define clearer inspection criteria for safety aspects as well as appearance-related details? This would allow inspection methods and criteria that match the reality of larger, more complex, and more visually critical projects.
Implementation of scanner-based inspection would be a major industrial leap and would also support sustainability. Preventing rejection or replacement of large glass units reduces scrap, transport, reprocessing and the waste of high-value materials. Fundamentally, properly updated regulatory norms would protect all parties involved: glass processor, material suppliers, designers, developers and the end customer.
Even before standards are updated, designers, developers and processors can define project-specific criteria for reflected image quality, mock-up review and recorded scanner data before production starts. Without that separation, too many discussions take place only after installation, when the most expensive part of the process has already happened. The standards remain necessary, but for large premium IGUs they are no longer sufficient as the only quality language.
Conclusion
The paradox is not that the standards are ultimately wrong. They are outdated and describe insufficient inspection methods, leaving gaps for failure in aesthetic performance, but also in safety. The primary paradox is that they are correct within their own controlled inspection logic, while premium façade glass should be judged in a completely different optical reality. For standard smaller units, manual inspection under standard conditions may still be adequate. For premium larger, heat-treated, coated or otherwise visually critical IGUs and laminated units, it is increasingly inadequate as the main inspection and acceptance method.
The second aspect of this paradox is that we already have proven automatic inspection systems capable of measuring and recording the relevant quality characteristics effectively. Yet many processors still rely on manual inspection, and their end customers often repeat the same increasingly weak method again at the project level.
The near-future direction is therefore quite clear. Human inspection remains necessary, but mainly as confirmation, review and exception handling. The primary quality control method for large premium units must move toward objective scanning: surface defect scanning, dimensional scanning, flatness and distortion measurement, and, where relevant, anisotropy measurement directly after tempering. That is the only realistic path toward repeatable quality decisions before the glass reaches the building, where the cost of finding the defect is at its highest.
Ready to see how automated inspection fits your production line? Browse our product range here.
About the Author
Mika Eronen is a Senior Glass Processing Expert and founder of Global Glass Specialists, a consultancy supporting flat glass processors and vehicle glass manufacturers worldwide.
With over 25 years of hands-on experience in tempering, lamination, and process optimization across 50 countries, he helps manufacturers improve yield, stability, and product quality. Mika’s insights come directly from the production floor, earned through thousands of audits, start-ups, and training sessions in glass plants around the globe.
Expert insights by Mika Eronen — discover more at Global Glass Specialists
Final Takeaway: Glass units keep getting bigger and more complex, but quality control still relies on a human eye standing three meters away in a factory.
 600450
600450















Add new comment