ALD is normally done at pressure of 0.1-10 mbar (hPa, torr) and temperatures of 100-400°C .
The method was originally developed in 1970´s [1] to enable manufacturing of Thin Film Electroluminescent (TFEL) Displays, which was the main application for ALD until semiconductor industry found ALD in 90’s for integrated circuit (IC) applications.
Currently ALD is finding more and more new application areas in addition to traditional TFEL and IC applications. More recent applications include coatings for photovoltaic applications, optical coatings, barrier coatings on silver etc. ALD is well suitable for both large areas and large batches.
Throughput of ALD in batch mode is relatively high, hundreds of square meters per day. A wide variety of materials has been deposited with ALD [2], and typical coating materials in large scale ALD production include oxides (e.g. Al2O3, TiO2, SiO2, ZnO:Al,), nitrides (e.g. TiN) and sulfides (e.g. ZnS).
ALD is based on self-limiting surface reactions of two different precursor chemicals. Process is cyclic and is repeating the following four steps.
1. Pulse of precursor A - to create a monolayer of chemisorbed precursor A molecules on surface
2. Purge - to remove unreacted precursor A from deposition chamber
3. Pulse of precursor B – to create a monolayer of chemisorbed precursor B molecules on surface
4. Purge – to remove unreacted precursor B from deposition chamber
These four steps determine an ALD cycle. Each cycle deposits certain thickness of film on the substrate. Desired film thickness is reached by repeating the cycle. Typical growth per cycle values is about 0.1 nm/cycle and cycle time is typically 1-4 s/cycle.

Figure 1. ALD process steps with an example process of AlCl3 + H2O to deposit Al2O3.
The main benefits of ALD coatings can be summarized as follows.
Conformality. Uniform coatings can be deposited on complex shapes, structured surfaces, both sides of substrate and simultaneously on a large number of substrates.
Pin-hole free films. Due to surface controlled growth mechanism the films are very dense, have minimal porosity and are often amorphous.
Artificial materials. ALD can be used for adding one or more dopant materials to the film in a controlled way. ALD can also be used to create controlled mixtures of two or more film materials resulting in artificial materials with unique properties.
Barrier and anti-corrosion coatings
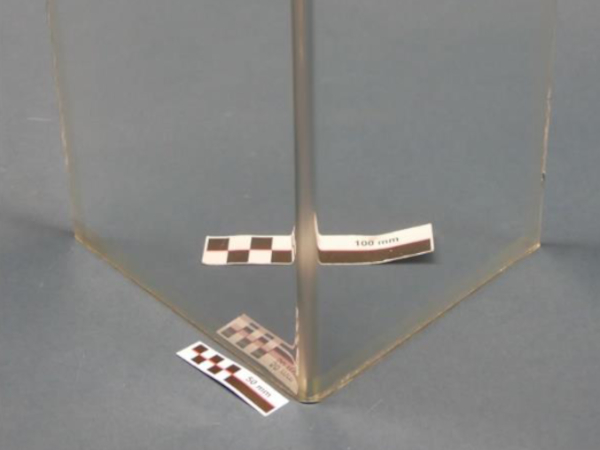
Glass industry is using silver coatings on glass especially in Low-e and solar reflector applications. ALD, on the other hand, has been used for years to protect silver from corrosion in jewelry industry, due to pin-hole free nature of ALD films (Figure 2).
The same method can be applied to protect silver coatings on glass also. For example solar reflectors often use silver coatings on glass, and the silver layer needs to be protected against tarnishing caused mainly by airborne sulfur compounds.
ALD can easily be scaled up to required substrate sizes of several square meters. In fact, glass size of 1200x1200mm2 has already been demonstrated by Beneq (Figure 2). With this size, the cycle time is <2s and uniformity is <+/-2%, meaning that further scale-up to larger substrate size and/or larger batch is relatively easy.
Since ALD is also suitable for optical coatings, it is possible to optimize the optical design of such barrier layer in order to maximize the reflectivity of the coated silver. ALD can additionally be used to deposit low cost barriers to prevent soda lime weathering and other environmental effects even in extremely harsh conditions [3].

Figure 2.Capabilites of ALD. 1200x1200mm2 glass substrate coated with Beneq TFS 1200 in-line ALD system.

Figure 2. Barrier coatings for silver jewelry using Beneq TFS 500 (photo courtesy of Lapponia Jewelry, Finland)
Improved cracking resistance of thin glass
There is a demand for thinner and thinner glasses to be used in various applications, including displays and infrared cut-off filters (IRCF). One of the main challenges in using very thin glass is the poor cracking resistance of glass and especially the wide variation of cracking resistance, which can be seen as a variation of glass substrate quality.
In principle even less than 0.1 mm thick glass substrates could be used if reasonable cracking resistance could be achieved. Cracking of glass due to nanometer-scale Griffith-like flaws is well known problem and its importance increases when glass thickness is decreased.
These tiny flaws are usually in the range of 10-20 nm at the surface and they act as a starting point where larger cracks start to develop. Traditional strengthening methods for glass require relative thick coatings as well as high post annealing temperatures in order to obtain desired mechanical properties without sacrificing optical properties.
In addition, in very thin glasses below 0.3 mm, a uniform coating on both sides of the glass may be required to minimize stress buildup and prevent distortion of the glass. Thin ALD coatings have recently been found to increase both the mean flexural strength and the Weibull modulus of glass, resulting in a clear improvement of glass substrate quality [4]. Table 1 summarizes the results of 4-point bending tests.
Table 1.Effect of ALD coatings on cracking resistance of soda lime glass in 4-point bending test.

The mechanism of increasing strength and reducing the variation of strength is not yet fully understood, but it is suggested that it is related to the fact that ALD can grow inside very small trenches, holes and other surface features [5]. ALD coating covers Griffith-like flaws on glass surface.
While film grows inside the nanometer-scale cracks, the tip radius of the crack increases (Figure 3). Increased crack tip radius makes it more difficult for the cracks to propagate and thus increases the glass strength. The coating particularly strengthens the weakest points in the glass, which explains the improved Weibull modulus, ie. reduced variation in strength.

Figure 3. ALD coating fills the nanometer scale cracks on glass surface and improves the strength of glass.
Transparent Conductive Oxide (TCO) and other conductive coatings
Aluminum doped zinc oxide (AZO) is expected to replace Indium Tin Oxide (ITO) in TCO applications. The main driver is high cost of Indium. AZO can be deposited with several different methods, including ALD. ALD AZO uses relatively low cost precursors and the process is easily scalable.
Resistivity values below 3 · 10-3 Ohm·cm have been reached and the values could still be further optimized. Resistivity is mostly determined by the Zn/Al ratio in the film [6], but also the process temperature has an effect. Also non-transparent conductive films, such as TiN, are commonly deposited with ALD.

Figure 4. Resistivity of Aluminum doped Zinc Oxide (AZO) ALD films. Resistivity as a function of ratio of ZnO/Al2O3 cycles, deposited with Beneq P400A ALD system.

Resistivity as a function of Zn content of the film [6].
Optical coatings
Optical coatings are commonly made using Physical Vapor Deposition (PVD) techniques based on evaporation and sputtering. These methods however have certain limitations and ALD can overcome some of these limitations. Currently ALD is already used in certain special optical applications, including IRCF filters.
ALD is commonly misunderstood to be only suitable for very thin coatings due to its low deposition rate. However, in addition to optical coatings, micrometer thick ALD coatings have been used in TFEL display production for decades. Using large batch size, throughput of ALD can easily match throughput of a typical PVD coater (Figure 5).

Figure 5: Batch in Beneq P400A ALD system: 36 shelves with 8 pcs of 100x100mm2 glass substrates on each shelf, total of 288 pcs.

Variation of transmission within batch, samples taken from different corners of the batch.
Further ALD enables optical coatings on complex substrate geometries, identical coatings on both sides of substrate, creation of new film materials and repeatable deposition of sub-nanometer thin films. Most optical ALD coatings include Al2O3 or SiO2 as low index material and TiO2 as high index material.
Deposition rate of optical coatings is typically 1-3µm/24h. Uniformity in large batch is better than +/- 2% without any in situ measurement feedback. All typical optical coatings can be deposited with ALD, including AR-coatings, dielectric mirrors, filters etc.

Figure 6. Optical coating materials with ALD. Left: TEM image of modified TiO2-based high index material using sub-nanometer layers to suppress the crystal growth.

Examples of low index ALD materials.

Examples of high index materials based on ALD TiO2.
Summary
Atomic Layer Deposition is suitable for several applications related to glass industry, including barrier coatings, TCOs, coatings to increase strength of thin glass etc. ALD is easily scalable and industrially proven process. Normally ALD is a batch process operated in vacuum.
Continuous ALD is currently being developed for roll-to-roll purposes and atmospheric pressure ALD has been reported already for several applications [7]. Until now ALD has been seen as an academic technique only in glass industry, but recent development in ALD technology suggests that ALD should be seriously considered for several applications.
References
[1] T. Suntola, J.Antson, U.S. Patent #4,058,430, “Method for producing compound thin film” November 15, 1977
[2] R.L. Puurunen, Surface chemistry of atomic layer deposition: A case study for the trimethylaluminum/water process, J. Appl. Phys. 97 (2005), p. 121301
[3] Ref. Oki Muraza et.al., Microwave-assisted hydrothermal synthesis of zeolite Beta coatings on ALD-modified borosilicate glass for application in microstructured reactors, Chem. Eng. J. Vol 135, Supplement 1, 15 January 2008, Pages S117-S120:
[4] M. Rajala et al., Increasing the glass cracking resistance by atomic layer deposition, ICCG7,7-12 June 15, 2008.
[5] M.J. Pellin et. al. Mesoporous catalytic membranes: Synthetic control of pore size and wall composition, Catal. Lett. 102 (2005) 127-130.
[6] J. W. Elam et al., Properties of ZnO/Al2O3 Alloy Films Grown Using Atomic Layer Deposition Techniques, Journal of The Electrochemical Society, 150 (6) G339-G347 (2003).
[7] D. H. Levy et al., Stable ZnO thin film transistors by fast open air atomic layer deposition, Appl. Phys. Lett. 92, 192101 (2008).
Company:
Beneq is a manufacturer of industrial equipment for Atomic Layer Deposition (ALD) and proprietary nHALO® and nAERO™ aerosol deposition technology.
ALD Thin Film Systems are for depositing oxides, nitrides, metals, plastics and biocompatible materials.
nHALO® (Hot Aerosol Layering Operation) is an atmospheric coating technique, which is applicable to both on-line and off-line coating solutions.
In the nAERO™ process, submicron droplets are directly deposited on hot glass and forming a uniform coating film. The main applications for nAERO™ are low-emissivity and TCO-coatings on glass.
Beneq main office is located in Vantaa, Finland. Sales and service offices are located in China, Germany and USA.
The autor:
Sami Sneck, Beneq Oy
Ensimmäinen Savu 2, 01510 Vantaa, Finland
sami.sneck@beneq.com