1. Overview on the PRIME Glass Project
In recent years the growing energy costs and the imposition of increasingly stringent limits to the gaseous emissions into the atmosphere have put a strong pressure on the glassmaking industry to research new solutions to improve the efficiency and ecological sustainability of gas and/or oil fired glass melting furnaces.
Technologies capable of lowering the NOx emissions are of capital interest, and a lot of industrial scale solutions are nowadays already available for both the catalytic and non catalytic reduction of nitrous oxides. These systems are often referred to as “secondary measures”, since they avoid the emission of NOx by their decomposition into non-polluting species before their release into the atmosphere.
A different approach is that of the so called “primary measures”, which are solutions that reduce the release of NOx by directly avoiding their formation inside the furnace. The strategies that can be exploited to reach such a low-NOx combustion are numerous, each of them having its pro’s and con’s and its range of applicability.
Two among these primary technologies are currently being developed for full industrial scale application within the project PRIME Glass: Innovative PRImary MEasures for the reduction of NOx emissions and energy consumption by glass furnaces. It is co-financed by the European Union's LIFE program (LIFE12 ENV/IT/001020).
This 3 years long (2014 - 2016) innovation project involves three main partners: Stara Glass, an Italian company active in the complete design and construction of glass melting furnaces based in Genoa; Stazione Sperimentale del Vetro (SSV), a glass science and technology research centre and analytical lab based in Murano - Venice; and Università degli Studi di Genova (Uni-GE), with its Engineering department.
The NOx primary reduction technologies that are being developed and fine tuned by the PRIME Glass team in cooperation with several glass producers, such as Bormioli Rocco, Vidrala Italia and Vetri Speciali, are two, and will be synthetically introduced in the following pages: Partial recirculation of waste gases into combustion air at the bottom of the regenerator chambers, and Enhanced hot air staged combustion in the ports.
2. Waste gas recirculation at the bottom of the Regenerator
The selective injection of a fraction of flue gases into the preheated combustion air is an already established technology for NOx production control in many high temperature industrial sectors such as power generation or waste incineration; the application of this solution to glass melting furnaces is a relatively new idea, that has been experimented only a few times, yet never found widespread application.
The working principle is very simple: a suitable portion of the flue gases coming out of the regenerator is extracted from the bottom of the off-gas chamber, and injected into the bottom of the other chamber, inside the cold air stream entering the regenerator to be preheated.
The recirculation is practically obtained by means of an external piping system driven by a high T resistant fan, both installed at the bottom of the regenerator pit; a series of valves and scoop-shaped injectors allow the fine control of both flow rate and spatial distribution of the flue gases within the combustion air upward stream (see Fig. 1 below for the pilot design).
.jpg)
Fig. 1: Pilot design of the waste gases recirculation system to be installed at the regenerator bottom
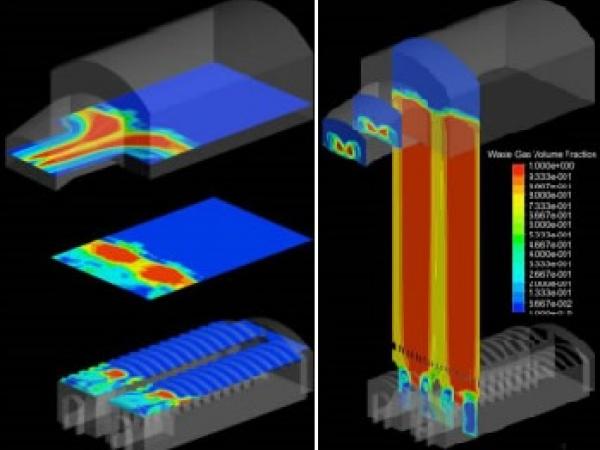
In particular, thanks to the detailed thermofluid-dynamics simulations performed by Uni-GE and SSV for the project, the system has been designed and built in such a way that recirculated waste gases tend to segregate at the bottom of the combustion air stream flowing out of the ports, so that the fraction of preheated air impinging against the fuel vein inside the glass melting chamber has an Oxygen content lower than 20,8% (see Fig. 2 at the following page for the CFD models of the waste gases distribution).
This leads to “delayed” combustion kinetics, with local development of slightly reducing conditions, which in turn cause the production of soot and thus enhances the emissivity of the core of the flame, which translates in better heat transfer to the melt and thence flames having a lower effective temperature.
.jpg)
Fig. 2: CFD model of the regenerator fluid flows
The combination of a lower flame core temperature with a lower amount of oxygen locally available leads to a sizeable decrease in the thermal NOx formation, while the heat transfer enhancement both in the melting chamber and the regenerator (waste gases have better heat exchange with the checkerworks and higher heat capacity) should ideally yield a better energy efficiency, with fuel savings that a directly translate into less CO2 production.
A waste gases recirculation system has been built and installed by Stara Glass in the Trezzano 3 plant of Bormioli Rocco, and joint field tests by Stara and SSV are currently under way; the first results will be presented in the next Newsletters.
3. Hot air staging at the port neck level
A straightforward yet effective way of reducing the amount of NOx produced by high T combustion is to simply reduce the amount of Oxygen available in the combustion chamber; if such a solution is properly implemented and managed, the overall impact on the system, e.g. melt redox state, foam formation, regenerator attack, CO and dust levels in the off gases, etc can be kept to a minimum.
The core of this primary measure lays in the subdivision of the combustion process into two stages, the first one in reducing and the second one in oxidizing conditions, whence the name “air staging” given to this technology.
In particular, the oxidation of fuel taking place at very high temperature inside the combustion chamber is carried out in slightly reducing conditions, thus considerably lowering the amount of thermal NOx produced due to the lack of a suitable excess of Oxygen; this, however, high concentrations of CO (even in excess of 8000 ppm) and very low %O2, that forcibly have to be further oxidized before being released into the atmosphere.
This second stage of combustion is purposely carried out between the port neck and the top of the regenerator chamber, where the lower temperature of gases leads to less thermal NOx production than in the case of direct CO combustion inside the furnace. In particular, the second oxidation step requires the injection of “fresh” O2, which can in turn take place in several ways, giving rise to different technologies such as Oxygen staging, cold air staging, etc.
However, the injection of cold gaseous streams within the off gases, coupled with the fraction of combustion enthalpy not directly released over the glass batch/melt due to the completion of CO combustion taking unavoidably place outside furnace, can have a non negligible drawback on the energy efficiency of the system.
To counter this detrimental effect while still maintaining the beneficial reduction in NOx production, within the framework of the PRIME Glass project an innovative sol developed for end-port furnaces: an staging system, which exploits cold air to propel at high velocity a stream of preheated air into the port neck containing CO-rich flue gases.
The aforementioned hot air is spilled from the site port neck (the one containing preheated air) by means of a purposely designed (see Fig. 3) installed in between the ports, while strategically positioned cold air nozzles ensure that the momentum of the hot stream is high enough to allow a good mixing (and thus reaction) with the off gases.
.jpg)
Fig. 3: CFD model of the hybrid air staging system
A pure hot air staging would be theoretically possible, but numerical simulations performed by Uni-GE demonstrated that the natural Venturi-effect aspiration from one port to the other would yield insufficient injection velocities, that would result in the segregation of the hot air stream to the side of the off gases flux tube, and thus in marginal reaction with CO.
The first installation of a pilot hybrid air staging system inside a working plant is foreseen for the late 2015, so a preparatory fine tuning and performance testing on a pure cold air staging system is currently taking place inside the Corsico F4 plant of Vidrala Italia; the first results will be presented in the next Newsletters.
SSV Newsletter 1/2015 Project “PRIME G
The PRIMEGLASS project is co European Union’s financial instrument LIFE+ under number: LIFE12 ENV/IT/1020
SSV newsletter editor: Ing. S. Tiozzo SSV technical expert: Dr. W. Battaglia SSV technical supervisor: Dr. N. Favaro Project
website: www.primeglass.it
For more information: stiozzo@spevetro.it wbattaglia@spevetro.it
.jpg)