Article Information
- Digital Object Identifier (DOI): 10.47982/cgc.10.695
- Published by Challenging Glass, on behalf of the author(s), at Stichting OpenAccess.
- Published as part of the peer-reviewed Challenging Glass Conference Proceedings, Volume 10, June 2026, 10.47982/cgc.10
- Editors: Christian Louter, Freek Bos & Jan Belis
- This work is licensed under a Creative Commons Attribution 4.0 International (CC BY 4.0) license.
- Copyright © 2026 with the author(s)
Author:
Gregory Alliss - Edinburgh University, United Kingdom

Abstract
The production of glass art objects using traditional kiln casting adheres strictly to compatibility standards, primarily coefficient of expansion (COE), to avoid stress fractures and ensure structural integrity. However, rigid adherence to compatibility rules can limit creative material diversity and aesthetic expression. This paper explores a practice-led investigation into the deliberate ‘in-kiln’, combination of different types of ‘non-compatible’ glasses. This is not a fusing process it is casting process. This innovative process challenges conventional limitations to expand aesthetic and conceptual possibilities in contemporary glass casting. Through rigorous studio experimentation, this technique has developed to stage that has successfully produced both series of test and finished art objects. The practical studio investigation is supported by a highly developed theoretical understanding of the topic. Most of the objects made using this technique combine highly contaminated waste recycled glass with conventional clear studio casting glasses. The main highly contaminated waste glass used in this investigation was recycled Cathode Ray Tube (CRT) glass sourced from the older style television screens. This approach offers new directions for art kiln-cast glass. The approach is applicable to larger scale objects and for use in architectural applications.
1. Introduction
This paper explores a practice-led investigation into the deliberate ‘in-kiln’, combination of different types of ‘non-compatible’ glasses. This is not a fusing process it is casting process. This innovative process challenges conventional limitations, to expand aesthetic and conceptual possibilities in contemporary glass casting. Figure 1 shows example objects made created using this process. The two kiln cast glass objects are made by combining CRT glass with conventional clear studio casting glass withing a single kiln casting cycle. Note the larger object ‘Downburst’ is approximately 30 cm wide, 11cm deep and 17cm tall.
Mixing glasses within hot-state art glass making (glass blowing, glass casting, lampwork or kiln fusing) using traditional techniques adheres strictly to compatibility standards primarily coefficient of expansion (COE), to avoid stress fractures and ensure structural integrity. However, rigid adherence to compatibility rules can limit creative material diversity and aesthetic expression.
The paper presents the background concepts, motivation and technical incites for this investigation. Potential for use of this process outside of the art realm is also discussed.
Note the research covered in this paper is part of a wider doctoral investigation into the use of highly contaminated waste glass in glass art making supporting the development of a sustainable studio practice.

2. Background Concepts
2.1. Kiln Casting
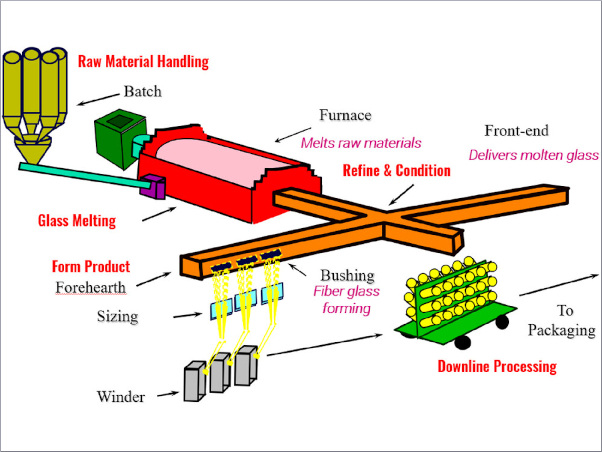
Casting is a manufacturing process that involves pouring a liquid material (metal, plaster, concrete, clay, glass etc) into a mould which then solidifies into the desired shape. Kiln casting using glass, is a type of casting in which cold glass is placed in a mould and /or in a crucible above the mould, inside a kiln. The kiln is then brought up to glass melting temperature, causing the glass to flow into the shape defined be the internal void within the mould. The glass object is annealed and cooled as the kiln is slowly brought back down to create a structurally stable object at room temperature.
2.2. Cathode Ray Tube Glass
CRT glass is highly contaminated waste glass sourced from old style tube televisions. These televisions were the predecessors of plasma and modern LED televisions. CRT glass is not widely used by glass artists.
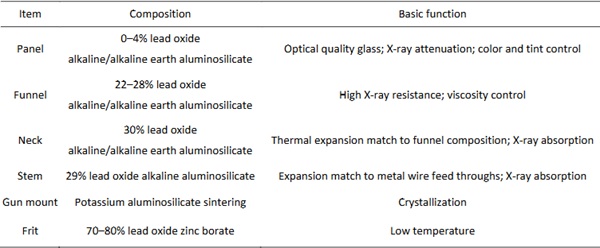
A CRT glass tube contains between three and five different recipes of glass. Table 1 below shows an example of the composition of the different recipes of glass within a CRT tube. Each recipe is engineered for a specific part of the television tube, to give the glass specific functional properties For example, lead oxide is used as shielding to absorb the small amounts X-rays produced by the tubes. Hence CRT glass is heavily contaminated with metal oxides, including lead oxide, barium oxide and strontium oxide This contamination can be utilized to create artifacts within art objects.
Table 1: Composition of Different Formulations of Glass in a CRT Glass Tube (Lee et al., 2000).
The art objects shown in this paper contain a mixture these CRT recipes. The patterns and colour of the kiln cast objects made from the CRT had an unconventional aesthetic and a unique colour. This colour is a direct result of the metal oxides present in the CRT glass and varies according to the type / amount metal oxide in the original CRT glass. You cannot buy this colour at from an art glass supplier.
Handling the CRT glass takes specific care. CRT tubes can be processed with care in an art studio however is more convenient to source the glass from a specialised recycler. CRTs are generally recycled for use as road aggerates.


Consider the two images above, both objects contain CRT glass from the same batch, so why is one so dark and one so light? Unlike commercially available casting glass the heavily contaminated nature of the glass is far more sensitive to the mould shape and variables of the casting process. It is both fascinating and mildly frustrating that changing such small variables can change the overall aesthetics so dramatically. Understanding these effects led to a wider investigation into the material properties of contamination in waste glass and its subsequent integration into the artist’s studio practice.
2.3. Highly contaminated waste glass
Waste glass is a material sourced from either waste / reused objects or by-products of the making process associated with glass art, architectural glass, or industrial / domestic glass objects. Highly contaminated waste glass is discarded glass that is contaminated with compounds such as (heavy) metals, plastics, ceramics or other hazardous chemicals. These compounds may have been applied as a coating for example: in plastic or metal films on window glasses used within architectural applications or mirroring compounds used on mirrors or phosphor fluorescent lighting tubes. These compounds may also be found within the chemical mixture such as lead oxide within the CRT glass.
2.4. Coefficient of Expansion
The production of glass art objects using traditional kiln casting adheres strictly to compatibility standards, primarily coefficient of expansion (COE), to avoid stress fractures and ensure structural integrity. The value COE in glass is a measure of how much glass expands when heated and contracts when cooled.
2.5. Glass Recycling in the Studio
In terms of glass although in theory glass can be endlessly re-melted without loss in quality, in practice only a small percentage gets recycled, mainly by the packaging industry. Most of the discarded glass fails to pass the high-quality standards of the prevailing glass industry – due to coatings, adhesives, other contaminants, or incompatibility of the recipe – and ends up in landfill (Bristogianni Et al., 2018).
Much of what we call recycling is really down-cycling where materials are steadily degraded until they ultimately become waste, downcycling just delays the point at which those resources are lost to waste.
In terms of material lifecycles (McDonough and Braungart, 2002) suggest the avoidance of cradle to grave approach and instead promote a cradle-to-cradle design approach.
Traditionally recycling in the art glass studio has used readily available materials such as waste from the glass blowing process, offcuts of glass from cutting flat / float glass and using glass from domestic sources such as bottles or other glass homewares. This readily available glass can be easily cleaned, sorted, and combined using any of the glass processes listed above. Sourcing recycled glass in this way is low cost and straightforward. The low cost of the material leads to greater experimentation and iterative cycles during making. The main disadvantages of using this readily available recycled glass are: The additional time taken within the making process to collect, sort and prepare the recycled glass material compared to using glass specifically designed and manufactured for use in the studio.Readily available recycled glass cannot be combined in hot making process with glass specifical manufactured for use in the studio due to material incompatibilities, which can limit flexibility in making. In some case these recycled glasses require high working temperatures, which is increase the risk of damage to the artist and studio equipment.
The approach to recycled glass discussed in this paper takes a different path using unconventional and contaminated glasses within my practice to demonstrate the creative potential of alternative materials to support the development of a sustainable practice.
2.6. Sustainable Practice
Defined here in this paper, a Sustainable Practice is an artistic practice that can continue producing works of art, beyond the time that raw materials and resources traditionally using in within the making process become very scarce, have run out or are prohibitive to source for reasons of cost or environment.
3. Kiln Casting with Non-Compatible Glasses
3.1. Motivation
The initial studio investigations with the CRT looked at finding the correct kiln cycle for casting and explored the material properties and aesthetic possibilities of this glass type. The investigation then moved onto shape and translucency. The object needed to be thin enough to let light through, yet strong enough to support the final object and have a variable formed profile to show different aspects of translucency. The CRT glass has a very dense grey colour, hence any object produced would need to be relatively thin, 10-15 cm is the maximum thickness to allow enough light through the glass. The motivation for the for deliberate ‘in-kiln’, combination of different types of ‘non-compatible’ glasses came from a desire to increase this depth of translucency by adding a clear glass to the CRT glass.
3.2. Coefficient of Expansion of commercial (studio) glasses
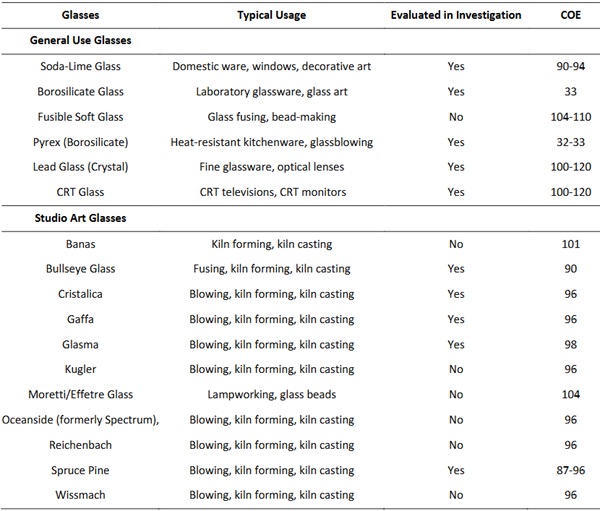
The COE of different manufactured glasses varies significantly. The COE is a resultant factor of the glass’s chemical composition, and many cases are designed to be a specific value. This is the case for industrial glasses such as Borosilicate and for all studio art glasses. Table 2 below lists a range of manufactured glasses and their typical usage. Included are types of glasses in general use and list of studio art glass from various manufacturers.
Table 2: COE of Range of Glass Types and Makes.
3.3. Technique
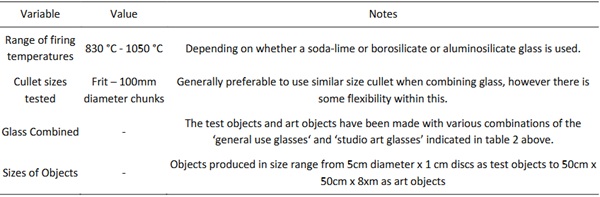
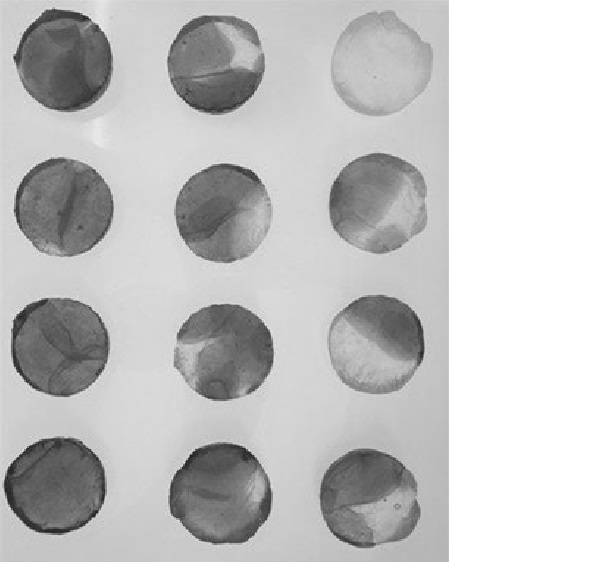
The technique of combining ‘non-compatible’ glasses in an ‘in-kiln’, kiln casting process been refined over several years of material testing and experimentation. Initially small-scale tests were conducted. Figure 4 below shows the resulting specimens of one of many such kiln firings. Each glass 8 cm puck contains CRT glass cast in combination with other studio art glass, in this case Cristalica casting crystal. In this example the ranges of ratio of CRT glass to art glass was 80% - 20% through 50% - 50% to 20% - 80%. These tests investigated structural stability and the variations in colour density. Factors of which are both dependent on the combination ratios of the two glasses. A series of tests was conducted at several different firing temperatures, for differing mould types, glass cullet sizes and with the addition of differing flux compounds. Table 3 below contains additional notes on these factors.
Table 3: Notes on Test Factors.
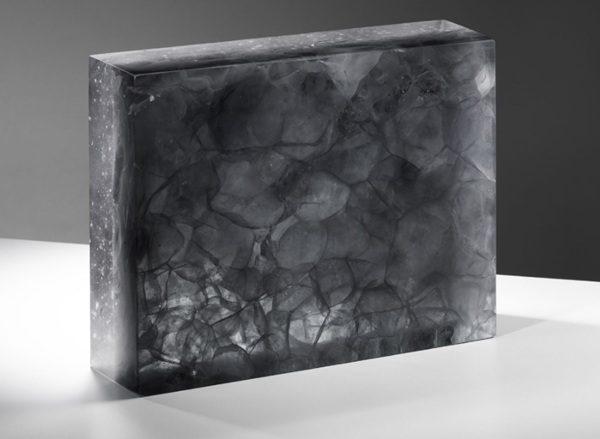
Once this method was proven with CRT and Cristalica casting crystal, other glass combinations were experimented with. Figure 5 below shows a slice through a larger object made by combining CRT glass with Glasma studio art glass. The research has investigated both the practical use of and the aesthetic properties of the resulting dual glass objects.
Changing the orientation of the combination of the glasses within these dual glass objects can create different aesthetic possibilities. Figure 6 shows an example of this.
Note the art objects produced by this technique have also been successfully exhibited.

Through rigorous studio experimentation, this technique has developed to stage that has successfully produced both series of test objects and finished art objects. These art works and test objects developed the qualities / behaviour of the combined glass. The practical studio investigation is supported by a highly developed theoretical understanding of the topic.
4. Additional Discussion
4.1. Waste Material, Defining New Materials
Consider the idea of the affordance of waste glass when it is recycled and develops different material qualities from virgin glass. Where the term affordance is a relationship between the properties of an object and the capabilities of the agent i.e., the artist, that determine just how the object could possibly be used. Does this recycled material have intrinsic properties other than just considering it as a direct replacement for virgin glass, that one would normally use for art glass making? Can we establish its intrinsic properties? The author within the artistic practice regularly chooses to use unconventional waste glass and that choice is not always for sustainability or cost reasons or its locality. The glass produces aesthetically different results to similar off-the-shelf art glass cullet. The contamination within the material is an important property. The author is drawn to the fact that it is not as straightforward to use. Graeber (2012) describes working with recycled material as working with ‘thing-materials’, whether they be offcuts of wood or old shipping containers, you need to be flexible, to work around and with these characteristics, to gently coax back into usefulness.
4.2. End of Life Material
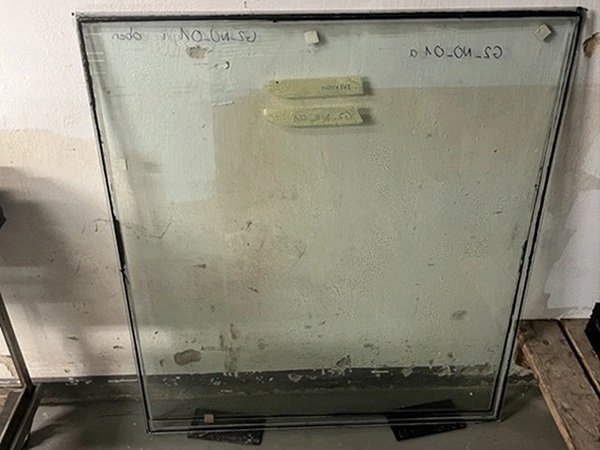
End of life is a term for a stage in the lifecycle of an object where it no longer can be used for its designed purpose. In this respect CRT glass is an end-of-life material and as a resource is finite and will eventually run out as CRT televisions are no longer produced. Hence the investigation scope widened to include other forms of highly contaminated waste glass including glass from plasma and liquid crystal monitors / televisions, Neon light tubes, fluorescent light fittings, Corning Gorilla glass, Pyrex glass, mirrored and laminated glasses used within interior applications and specialist coated window glasses used within architectural applications. Note the same methods used to the process the CRT can be applied to these waste glasses, however some of the more complex glasses list here, require additional pre-processing and work at higher melting temperatures than the CRT glass.
5. Future Work
5.1. Material Library
During the practical component of this research there has been a significate effort applied to gathering various types of the ‘general use glasses’, ‘studio art glasses’ and ‘highly contaminated waste glasses’ required for experimentation. This has resulted in the author building up a large and eclectic collection of glass. Given that each glass has had a level of technical classification and may also be nearing End of Life, one possible area of future work would be to develop a material library for unusual and rare art glass cullet. For each glass type this would include: a guide on its use; a description of the colour and aesthetic possibilities and a basic chemical analysis.
5.2. Art Glassmaking techniques
This investigation into combining ‘non-compatible’ glasses has focused on developing the technique using the kiln casting process. Limited experiments have been made using the glass blowing technique. An avenue of future work would be the extension into other art glassmaking techniques including hot pour casting, fusing, slumping, lampworking and additional work in glass blowing.
5.3. Other Applications
The key techniques of blowing (free or mould), casting, fusing, slumping, and lampworking are both utilized for artistic creation and industrial production. Hence an area of future work would be a detailed investigation into the upscaling of the technique of combining ‘non-compatible’ glasses for objects that could be used for industrial production. The approach would also then be applicable to larger scale objects and for use in architectural applications.
For architecture applications the most direct application for the technique of combining ‘non-compatible’ glasses would be the use of dual layer cast glass blocks / elements in facades and walls. There has been recent resurgence of use in both research and direct use of cast glass elements in prominent architectural projects. Consider the architectural use of cast glass blocks both for structural and non- structural facades and walls in such projects as 2016 Crystal Houses (MVRDV design with TU Delft) and the 2021 Qaamaat Pavilion (Konstantin Arkitekter design with TU Delft). With additional work in structural and thermal stability the use of dual layer cast glass blocks would be applicable to architecture applications. These visual form of the blocks could be used to enhance building aesthetics the dual layer may be able to be used to regulate the levels of transparency and privacy.
6. Summary
This paper premise was that compatibility of glasses was primarily driven by COE. It became clear during investigation that other factors are at play. Indeed, in other research, Schwoerer (2021) states it is ‘a misunderstanding that the compatibility or “fit” of two glasses is solely a function of their expansion properties has led to an overemphasis on “expansion” and the numerical value of the coefficient of expansion (COE) of glass’. These other factors include: mass placement; unintended contamination; deliberate contamination (colours and fluxes); base glass recipes; cullet size; mould types; mould shape; glass transition temperatures and firing temperatures. These factors have been considered as part of this study. These other factors need to be equally considered during future work in this area and application of this technique elsewhere.
To conclude, through rigorous studio experimentation, this study has successfully demonstrated the feasibility and creative potential for the technique of combining ‘non-compatible’ glasses within studio practice. This innovative process challenges conventional limitations to expand aesthetic and conceptual possibilities in contemporary glass casting. This approach offers a series of potential processing routes to be viewed as a model for others in the field. The approach is also applicable to larger scale objects and for use in architectural applications.
Acknowledgements
I acknowledgements support from staff and access to facilities provided by the:
- Edinburgh College of Art part of the University of Edinburgh, United Kingdom
- National Glass Centre at the University of Sunderland, United Kingdom.
References
Bristogianni, T, Oikonomopoulou, F, Justino de Lima, C, Veer, F & Nijsse, R.: Structural cast glass components manufactured from waste glass: Heron (2018)
Graeber, D.: ‘Afterword’ pp277- 290, in Economies of Recycling: The Global Transformation of Materials, Values and Social Relations. J. Reno eds. London; New York: Zed Books (2012)
Lee C-H, Chang S-L, Wang K-M, Wen L-C:. Management of scrap computer recycling in Taiwan. J Hazard Mater (2000)
McDonough, W and Braungart, M.: Cradle to Cradle: Remaking the way we make things. New York: North Point (2002)
Schwoerer, D.: Compatibility of Glasses TECHNOTES 3 | COE Does Not Equal Compatibility. Portland: Bullseye Glass Co. (2012)
https://www.bullseyeglass.com/wp-content/uploads/2023/02/technotes_03.pdf